Operation and maintenance
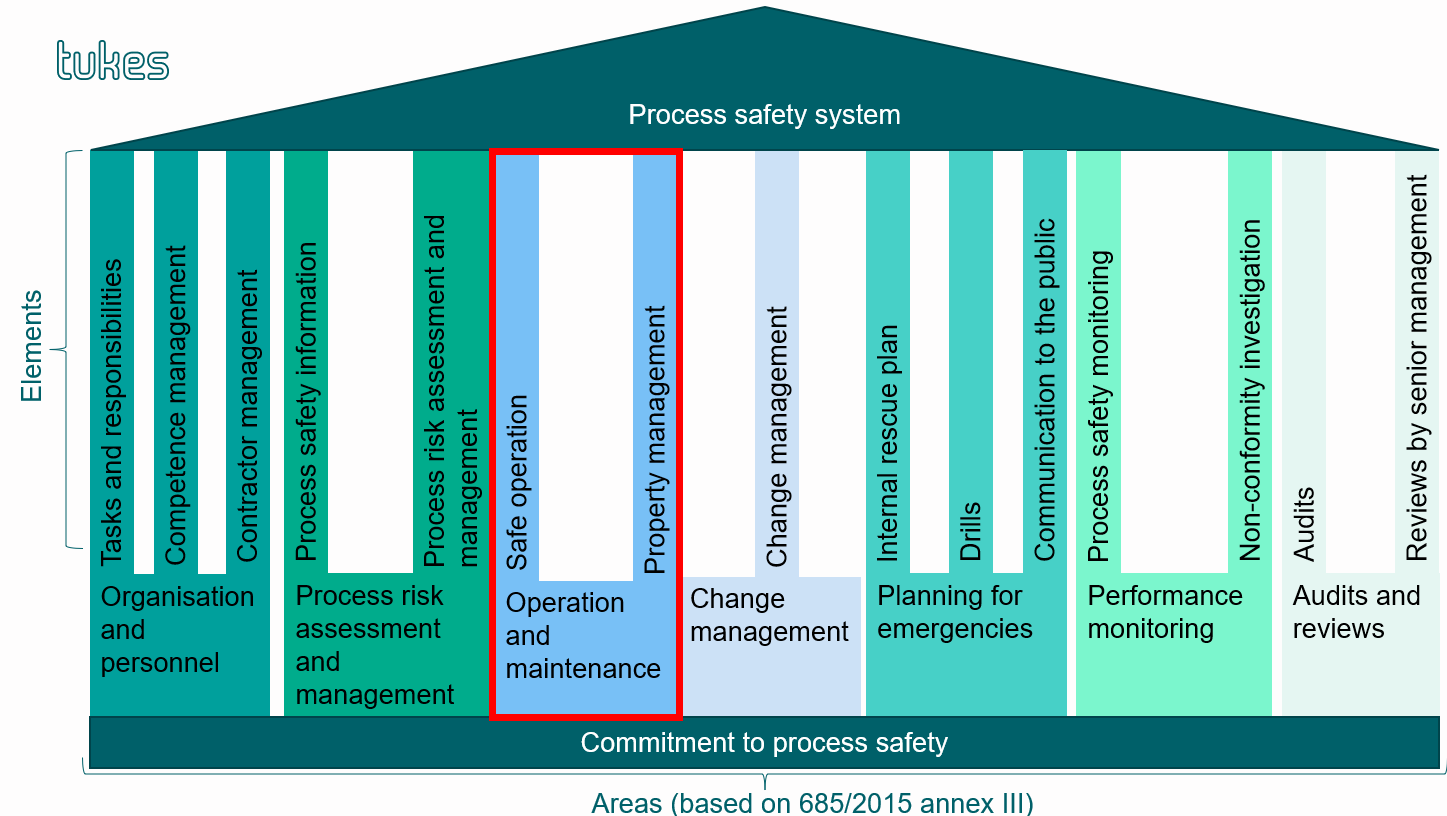
’Operation and maintenance’ is an area of the process safety system consisting of two elements: safe operation; and property management. The goal of the area is to address process safety systematically in instructions and procedures related to the operation and maintenance of production plants.
Safe operation covers work instructions, work permit procedures, any bypassed safety systems, and practices for shift changes.
Property management focuses especially on equipment critical for process safety. Equipment critical for process safety plays a significant role in process risk management: it may cause accidents when malfunctioning, or it may prevent accidents. Such equipment must be identified based on a process risk assessment.
Equipment may also be critical for process safety by law. For example, pressure equipment and automatic fire alarm systems have been defined to be so critical by law that they must be inspected at regular intervals by an authorised inspection body.
Property management
Requirement
Economic operators must have a documented procedure to identify equipment critical for process safety.
Approved procedure
The procedure used to identify equipment critical for process safety addresses the criteria presented by Tukes for equipment critical for process safety (statutory equipment, equipment causing accidents, and equipment preventing accidents). Equipment may be critical for process safety for several reasons.
Equipment critical for process safety is identified based on process risks analyses (e.g. LOPA, HAZOP) and documented.
Equipment with a potential leak risk and its condition should usually be assessed by conducting a separate analysis (HAZOP is not applicable to the identification of leak risks resulting from the condition of equipment). In contrast, preparations for various disruptions and automatic safety features are identified in separate HAZOP studies. Based on the inspection or testing of equipment critical for process safety or another condition monitoring measure, it is decided whether the condition or reliability of equipment permits to continue its operation.
PSK 6800 alone is not a sufficient procedure to identify equipment critical for process safety.
An economic operator has prepared instructions, defining equipment critical for process safety and also its condition taking classification criteria into account. The instructions describe the process (investigation) used to identify equipment critical for process safety in the plant’s equipment database and maintenance system. Based on process and equipment risk assessments, a list or other specification of equipment critical for process safety can be obtained. Criticality for process safety must be reassessed after each inspection, test or similar (e.g. weaker condition or fault). The instructions must define persons responsible for each task.
‘Equipment critical for process safety’ means equipment which contains a hazardous chemical or energy and has the potential to cause a serious accident, and equipment which is used to prevent such accidents or minimise their consequences.
The following equipment can be critical for process safety:
- chemical containers and registered pressure equipment
- all equipment identified in risk analyses
- safety devices (safety valves, explosion vents and panels, over- and under-pressure valves, overflow and check valves)
- emergency ventilation, scrubbers
- heat tracing in critical equipment (e.g. safety systems, exhaust ducts, etc.)
- explosion protection (ATEX)
- fire and gas detectors, alarms
- extinguishing equipment and pipelines, and other fire-fighting systems
- barriers, collection systems for firewater (including disaster tanks, sewers)
- safety automation and emergency stop systems or other emergency shutdown equipment
- emergency power, UPS and other utility systems
Requirement
The procedure used to identify equipment critical for process safety must address any equipment requiring statutory inspections.
Approved procedure
Statutory inspections are required for the following equipment: pressure equipment, safety valves, extinguishing equipment, containers, fire alarms, electrical equipment.
Requirement
The procedure used to identify equipment critical for process safety must address any equipment that, when malfunctioning, breaking or operating incorrectly, may cause a process safety accident.
Approved procedure
Equipment is identified as part of a process risk assessment. Equipment defined based on consequences include equipment containing hazardous chemicals such as containers, pumps, pipelines, pipeline components and valves. If there are several pieces of equipment critical for process safety, the severity of the consequences of leaks and factors that increase the probability of breakage, e.g. condition, may need to be taken into account.
Requirement
The procedure used to identify equipment critical for process safety must address any equipment that has been identified as a risk management or preparation measure to prevent process safety accidents or minimise their consequences.
Approved procedure
Equipment is identified as part of a process risk assessment. Equipment acting as protective measures includes explosion vents, safety valves, safety automation, gas detectors, spill basins and extinguishing systems.
Requirement
A maintenance plan must be prepared for equipment critical for process safety. The plan must be followed systematically.
Approved procedure
An equipment-specific maintenance plan has been prepared for equipment critical for process safety. The plan describes the inspections, maintenance measures and tests carried out for equipment. It may also include preventive repairs.
The plan must be based at least on the statutory minimum level and practices recommended in standards or the industry.
The maintenance plan is implemented using a maintenance system. System:
- Setting schedules for repeated tasks
- Enabling the registration of equipment observations
- Maintaining records of completing tasks and presenting any work in progress
- Linking/saving work instructions for equipment
- Compiling any maintenance statistics
Examples of parts critical for process safety to be addressed in the maintenance plan:
- Safety automation and related equipment and instrumentation (e.g. pressure and temperature measurements, float switches)
- Pressure equipment
- Heat exchangers
- Rotating equipment (pumps, compressors, mixers)
- Safety devices
- Control systems, emergency stop/lock systems
- Utility systems (water, steam, compressed air, nitrogen)
- Automatic fire extinguishing equipment (water, foam, gas)
- Emergency venting and ventilation (ventilation control, moveable fans)
- Leak detectors (fixed and portable gas detectors, liquid leak guards)
- Chemical containers and pipelines, including equipment and foundations
- Chemical handling equipment
- Leak containment structures (barriers, double shell structures, sealed drains, floors and floor seams, sewer systems, disaster containers, coatings, canals, storm drains and sewers, and oil separation wells)
- Firewater system, hose reels, fire hydrants, firewater pumping stations
- Moveable extinguishers (hand-held extinguishers, carriages, foam generators, water cannons)
- Emergency showers
- Respiratory protection equipment (rescue hoods, compressed air respirators, over-pressurisation of control and protection facilities based on pressurised gas or filtration)
- Material used for leak protection (drain cover mats, spill barriers, pipe plugs, absorption agents, personal protective equipment)
Requirement
Economic operators must have a list of or information about their plant’s equipment critical for process safety and the requirements applied to it.
Approved procedure
Once a risk analysis or project has been completed, information about equipment identified to be critical for process safety is entered in a maintenance system, and a maintenance plan is prepared for it. Monitoring tasks are defined as well as the responsible persons who will also ensure that related instructions and other documents are updated and trained.
Requirements for equipment critical for process safety include the following:
- A task has been defined for equipment under accident management.
- The operating condition of equipment has been verified. For safety automation, it must be verified that the probability of a failure in a safety function is at the required/defined level (considering the impact of maintenance and testing on the failure probability).
- Equipment has been positioned and protected so that it is also available in the event of an accident (e.g. energy supply, fire protection or sufficient distance to pressure equipment).
- Connections and interfaces to other equipment critical for process safety are known.
To be taken into account for equipment critical for process safety:
- Such equipment must be identifiable in the maintenance system.
- When malfunctioning, such equipment must be fixed before its operation can be resumed, or a separate assessment of defective equipment must be conducted to resume its operation.
- When malfunctioning, maintenance measures must be prioritised to minimise any downtime.
- Any equipment at the end of its lifecycle must be taken into account in repair investments.
- Spare parts must be available and in good operating condition (no outdated parts).
- Malfunctions and other non-conformities must be registered, and their root causes must be identified.
- A written assessment and approval procedure is required for bypassing or other decommissioning (operations supervisor).
- Any observations/non-conformities identified during inspections and tests can be used in operational assessments/metrics.
Requirement
Economic operators must prepare and update a risk-based inspection plan for equipment critical for process safety.
Approved procedure
Economic operators must prepare an inspection plan for their plant’s equipment (equipment/asset register) based on the identification of equipment critical for process safety as well as inspections and methods targeted correctly on the basis of risks. Corrosion, damage and failure mechanisms for equipment critical for process safety must be identified.
The inspection plan must include the following:
- inspection plan
- inspection intervals
- systematic process (maintenance, e.g. registration/updating practices)
- competence/qualifications
- documentation
Economic operators must maintain the following information about inspections:
- inspection date, type and results/findings
- historical data to assess damage mechanisms and rates
- recommendations for the management level: managers must be notified of the recommendations and findings made by the operating, inspection and maintenance personnel
Requirement
Lifecycle management of equipment critical for process safety must be based on findings made during condition monitoring and preventive maintenance that guide maintenance and investment planning.
Economic operators must define the estimated lifecycle of equipment and pipelines critical for process safety, and identify and control risks associated with ageing equipment.
Approved procedure
A lifecycle plan, or an action plan for the next few years, must be prepared for equipment and pipelines critical for process safety, and schedules must be defined. The lifecycle plan guides inspections, maintenance and investment plans.
The reliable availability of spare parts, correctly targeted maintenance, and maintenance measures for equipment critical for process safety must be taken into account in the lifecycle plan.
The lifecycle plan as well as information and documentation about equipment and pipelines critical for process safety must be kept updated.
To be noted in operations related to ageing and their management:
- Defining the estimated lifecycle of equipment critical for process safety during the design phase (e.g. operating years and hours)
- Defining whether equipment will be used for its intended purpose or whether it has been used contrary to its intended purpose or been subject to abnormal stress during its lifecycle (e.g. remained long unused)
- Providing reliable information about the condition of equipment through inspections and other monitoring measures
- Updating the remaining service life of equipment based on inspection findings made, and extending the lifecycle appropriately through improvements and corrections
- Defining approval criteria for extending the use of weakened equipment and monitoring its condition
- Addressing the next lifecycle phase in monitoring the condition of equipment (e.g. faults during initial phases)
- Carrying out and documenting any modifications and repairs (note: if no information is available about equipment modifications, it may not necessarily be possible to estimate the age or condition)
- Plant investment plans must be based partly on the remaining service life so that the repairs or replacements required can be addressed in budgeting.
- Availability of spare parts
Requirement
Economic operators must have a procedure in place to ensure that accepted and installed equipment and material critical for process safety meet the design and safety requirements set.
Approved procedure
Inspections and similar procedures must be used to ensure that installed and built equipment meets the requirements set (specifications, safety standards, etc.). In this case, requirements related to work (installation, construction) and material must be addressed.
Such procedures include:
- parts lists that help ensure that the correct components have been installed in equipment; or
- the use of positive material identification (PMI) measurements to identify material and conduct elemental analyses in pressure equipment and pipelines.
Requirement
As a rule, any fault or failure detected in equipment critical for process safety must be repaired immediately. Operations can only be continued temporarily through a systematic risk assessment. Requirements or conditions for continuing operations must be documented.
Approved procedure
The procedure must include an assessment process in which the accident risk associated with equipment found to be defective is assessed (What consequences can a leak/discharge have? Will shutdown be a more dangerous option than continuing operations? What other risk control measures are there or can be taken?). Based on the assessment, it must be decided whether operations can be continued temporarily, based on what requirements/measures and for how long, or whether the process must be stopped (equipment repaired). The requirements for continuing operations must be assessed at regular intervals (the use of defective equipment cannot be continued indefinitely).
Any temporary repairs (not planned/approved repairs) must be processed through change management.
Information about defective equipment and the grounds for continuing operations must be registered in a process journal or a similar system.
Requirement
An inspection plan must be prepared for pipelines for hazardous chemicals and other pipelines critical for process safety. Pipelines must be divided into appropriate parts based on their content, material, process conditions as well as identified corrosion and damage mechanisms.
Approved procedure
An inspection plan includes inspection methods and intervals for each pipeline section for which an equipment or other identifier has been defined. This information has been registered in the maintenance system. Pipeline inspections are planned sufficiently far ahead to ensure budgeting, resourcing and high-quality work planning.
The inspection requirements laid down in the Pressure Equipment Act are addressed in pipelines connected to registered pressure equipment.
High-risk locations in pipelines include:
- areas in which valves and instruments have been installed
- drainage units and other dead legs
- inlets, mixing sections
- brackets
- insulation
- bends, narrow sections, forks
Requirement
Written step-by-step instructions must be prepared for the testing of safety automation (SIL classified) for process equipment regarding testing, inspections and condition monitoring. The fulfilment of the safety requirements defined for safety features must be demonstrated through testing.
Approved procedure
Written instructions are prepared for testing. Requirements have been defined and verified for each safety feature. The approval of testing results depends on the safety requirements defined for each safety feature (e.g. whether it is necessary to see that a flow stops or whether it is sufficient to see the valve movement). Testing instructions describe how tests, physical inspections and other measures need to be carried out step by step. All observations and deficiencies are registered. Testing documents indicate whether a safety feature has passed the test directly or after repairs. In addition to functional tests, all physical inspections are registered.
Start-to-finish testing means that all functions and devices included in a safety feature are tested. Testing can be carried out in parts. A measuring device is tested by simulating process conditions. When testing actuators, it must be visually verified that the safety signal is received and the device performs its safety function. If a safety feature has special requirements, including the tight closing of a valve, they must be addressed during testing (the valve movement is not a 100% guarantee of tight closing).
Requirement
Alarms critical for process safety must be controlled in accordance with the defined procedure.
Approved procedure
Safety-critical alarms are identified separate from other process alarms, and they are maintained using systematic (written) procedures.
Alarm control includes:
- each alarm has been planned and defined in a systematic (agreed) manner
- safety-critical alarms have been identified (alarm prioritisation)
- change management
- regular assessment of alarms
- training and drills
- metering and regular assessment of operations, setting goals (e.g. a maximum number of alarms), and defining any measures to reduce the number of alarms (e.g. by grouping or silencing alarms)
- alarm testing
- defining responsibilities and documentation requirements (auditing must be possible)
By following the procedure, operators can separate alarms that affect the plant’s safety from alarms related to regular operations (process control).
- A purpose or reason has been defined for each alarm (situations that must trigger an alarm).
- Measures have been defined for each alarm (response).
- Employees have enough time to take the defined measures.
Alarms must always be reacted to immediately, unless a higher priority alarm is triggered at the same time.
Requirement
Alarms and their quantities must be assessed regularly.
Approved procedure
An economic operator regularly assesses reasons for and the number of alarms based on requirements defined for them. The aim is to ensure that alarms follow a certain set of principles. In practice, the question is often of reducing the alarm queue.
Goals set for the assessment:
- Minimising the number of alarms relative to hazards
- All alarms must be relevant and understandable in each situation.
- The number of alarms must be reasonable/under control.
- Each alarm must have a defined measure/response.
- Alarms must be correctly prioritised.
Normal situations and incidents (shutdowns) must be addressed in the alarm assessment.
Requirement
Alarms critical for process safety must be identified separate from other process alarms.
Approved procedure
Alarms critical for process safety are separated from alarms related to process control or operations. An economic operator defines which alarms are safety-critical. A safety-critical alarm may be connected to an initial event in an accident scenario or the operation/reliability of equipment (fault or bypass). There may be different levels for safety criticality, depending on the severity of the incident/non-conformity. The number of safety-critical alarms must be low relative to other alarms.
Alarms must be presented to operators so that high-priority alarms can easily be identified.
Requirement
The operation of alarms critical for process safety must be tested regularly.
Approved procedure
Testing demonstrates the operation of the entire chain from measurements and correct operator responses to the planned equipment operation. Testing instructions and alarm-specific approval criteria have been defined. The operator response is simple and straightforward in all situations.
Requirement
Alarms critical for process safety and the operator responses defined for them must be addressed in instructions, training and drills.
Approved procedure
As a result of instructions, training and drills, operators know which incident or non-conformity triggers an alarm and what they need to do to eliminate the incident (alarm).
Training can also address requirements related to the alarm system (equipment, alarm indication, classification), change management, bypassing and shift changes.
Requirement
Changing or removing alarms critical for process safety must follow an approved and documented procedure.
Approved procedure
Changes in safety-critical alarms are made in accordance with change management procedures, assessing their impact on process safety.
A designated responsible person approves all changes (primarily the operations supervisor). Changes are communicated and trained to operators (process controllers).
Systematic change management is not required for alarms other than those critical for process safety.
Requirement
Economic operators must describe the following regarding maintenance in the safety management system:
- maintenance strategy
- identification, monitoring and assessment of equipment critical for process safety
- qualification/competence requirements for maintenance employees
- safe working methods
Approved procedure
The following are described in the safety management system:
- maintenance strategy: balance between preventive maintenance and reactive maintenance; the content and frequency of maintenance measures; the reasons and logic behind the maintenance strategy
- identification, monitoring and assessment of equipment critical for process safety
- qualification/competence requirements for maintenance employees
- safe working methods/arrangements
Safe operation
Requirement
Written work instructions must be prepared for functions critical for process safety, operations, and the manual handling and storage of hazardous chemicals.
Approved procedure
Operations and functions significant for process safety are taken into account when assessing the need for instructions (e.g. normal plant functions, commissioning, start-up and shutdown, inspections, servicing, maintenance, stoppages and irregular situations) as well as consequences of any incorrectly performed work (negligence, non-performance, incorrect sequence, etc.). Performing such work or stage must be made safe as planned (taking personal protective equipment into account).
Work instructions have been harmonised with process safety information. If work instructions have been identified as a preparation measure in a risk analysis, they must be documented in writing. The risk analysis must indicate the instructions in which the preparation in question has been defined (e.g. name or identifier of instructions).
When preparing work instructions, it is recommended that the site be visited or observations of it be used. Instructions must be in place before starting work.
Requirement
All instructions prepared must be available to the personnel.
Approved procedure
An economic operator is able to demonstrate what instructions have been prepared for its plant (e.g. instructions library) and where they are available.
Instructions are easily available on paper at the site or in a system. For critical instructions, it is ensured that they are also available during a power outage or a data system malfunction.
Requirement
Instructions must be understandable, sufficiently detailed and such that work can be carried out according to them. It must be possible to communicate and train instructions to employees effectively.
Approved procedure
Employees are heard when preparing instructions. A checklist can be used to support working and to ensure that work is carried out in the manner/sequence required in instructions. Images and/or videos can be used to make instructions more understandable.
Employees are familiar with the terms and symbols used in instructions, and they correspond to the terms and symbols used at the plant (e.g. in the control system). Any protective equipment required when working is indicated in work instructions.
The instructed working methods are such that they do not require employees to take risks. Tasks are planned in such a way that it is as difficult as possible to carry them out incorrectly.
Work-related risks and hazards are described clearly in work instructions.
Requirement
Economic operators must monitor or supervise that their personnel and those of other contractors comply with the instructions given.
Approved procedure
Compliance with instructions is supervised through continuous monitoring and regular audits. The audit programme includes the assessment of work instructions and compliance with them.
Any shortcomings in compliance with instructions are registered as non-compliances, and the factors resulting in certain actions or selections by employees are investigated.
Requirement
Economic operators must have a documented procedure in place to ensure that prepared instructions are up to date.
Approved procedure
A validity period, minimum review interval and responsible person are defined for all instructions. As part of the change management procedure, it is ensured that necessary instructions are updated during changes.
Requirement
Economic operators must ensure that their personnel have knowledge of instructions.
Approved procedure
An economic operator defines how instructions are taught (e.g. training, independent studies, acknowledgement).
Requirement
Economic operators must have a work permit procedure in place to ensure the safe performance of work related to equipment and operations critical for process safety.
Approved procedure
‘Work permit procedure’ means that certain individuals are authorised to carry out pre-defined work at a certain time. The work permit procedure defines the measures with which work can be carried out safely. The measures are defined based on a risk assessment. The work permit procedure defines what kind of a risk assessment is required and who needs to participate in the preparation of the risk assessment/work permit. Work permits must be prepared in writing.
Factors critical for process safety include the integrity of surrounding equipment (identifying the correct worksite), factors that endanger process safety such as the disconnection of safety equipment, the removal of insulation and the covering of detectors as well as risk assessments based on the worksite’s hazards and difficulty. The person who grants work permits must ensure that the defined requirements are met. They also have the right to cancel a work permit if any non-compliance is discovered.
Work permits must describe the following:
- parties (e.g. granting, supervision, work performance)
- the work to be carried out (what and how)
- work area
- the tools and methods to be used
- work-related risks (including chemicals and their hazardous properties)
- the factors to be noted in the work area (e.g. identifying the correct worksite, other work permits or tasks in the area)
- the measures to be taken before starting work (e.g. equipment draining, cleaning, isolation)
- the arrangements/measures to be followed when working (e.g. the need for concentration meters)
- the protective equipment required
- the need for health check-ups (e.g. blood pressure measurement before working at height)
- instructions for emergencies
- acknowledgements from the persons required (e.g. the person who grants the work permit and the person who carries out the work in question)
- any isolation plan and disconnections of safety equipment (isolating the worksite from chemicals, electricity, other energy; lockout-tagout, etc.)
- the measures required to complete the work in question (e.g. testing, safe start-up of equipment, removal of isolation)
Requirement
Economic operators must define what tasks require a work permit.
Approved procedure
A work permit is required for tasks for which no specific procedure has been defined in advance and tasks that are carried out in an area potentially involving hazardous chemicals or that are related to equipment or operations critical for process safety. Examples of tasks that should primarily be subject to a work permit:
- hot work (involving flames or sparks)
- tasks carried out in a closed or confined space
- tasks carried out in Ex atmospheres
- electrical and automation work, especially concerning safety automation
- the bypassing and disconnection of safety equipment
- the opening of chemical equipment and pipelines
- lifting work, especially over process equipment
Requirement
Economic operators must define the individuals who can grant work permits as well as their rights and responsibilities.
Approved procedure
The individuals selected or authorised to grant permits are documented (e.g. a list of responsible persons).
An economic operator defines the requirements based on which individuals can grant work permits (e.g. competence, training, area of responsibility).
Those who grant work permits have the competence and expertise required. For example, they participate in the preparation of risk analyses and accident investigations to ensure that they have a sufficient understanding of risks at the plant.
Those who grant work permits have the right to revoke permits if safety requirements are not met.
Requirement
Work permits and their terms and conditions must be supervised.
Approved procedure
An economic operator has a procedure in place to ensure that work is carried out as required in work permits.
The work permit procedure/form includes certain steps to ensure the completion of the agreed measures, e.g. visiting the worksite before, during and after working. When work is carried out, the person granting or supervising the work permit audits employees regularly. The economic operator has a procedure in place to ensure that the equipment, material and similar used by employees are in line with requirements.
Requirement
The persons required (e.g. operators) must be aware of tasks subject to a work permit that are in progress at the plant.
Approved procedure
A register of work permits is maintained, from which any tasks in progress can easily be checked. Work permits or other instructions define who information about work permits will be exchanged and who (e.g. operating and maintenance personnel) must be notified during each work stage.
Requirement
The work permit procedure must define how long work permits remain valid and how work permits can be renewed.
Approved procedure
When renewing work permits, it is verified whether any conditions have changed. Any shift changes are addressed when granting work permits or in their validity period (what to do if the work permit supervisor is replaced).
Requirement
Process equipment or its parts must be isolated for maintenance or other necessary measures in accordance with a systematic and instructed procedure. Economic operators must define the isolation practices required.
Approved procedure
Isolation practices must address any risks associated with leaks or other hazards (e.g. overpressure). Isolation practices are already addressed during the plant design stage and when deciding on maintenance procedures to ensure that the practices are as safe as possible (e.g. building the drainage units requires and ensuring the easy identification of a pressure-free state).
The possibilities of human errors (e.g. an isolation valve remains accidentally in an incorrect position) are assessed, the sufficiency of labels and the ease of identifying equipment are taken into account, and it is ensured that the areas to be isolated as close to the worksite as possible and valves are sealed (valves are definitely closed). To ensure the correct position of valves, various safety locking systems can be used (to prevent human errors).
Conditions or dependencies are prepared between work permits and isolation plans (a work permit cannot be granted before approved isolation, or isolation cannot be removed until the work permit has been signed off).
Success in equipment isolation depends especially on the work permit system, but also on other requirements set for the process safety system, including other work instructions, competence and change management, and regular operational audits.
Requirement
Economic operators must have a documented procedure in place for the controlled bypassing of safety systems significant for process safety.
Approved procedure
The procedure addresses risk assessments related to bypassing, and the definition and approval of alternative risk management methods. A maximum duration has been set for bypasses. Any extended bypasses will be forwarded to the change management procedure (temporary changes). Tools related to shift information exchange can be used in the processing of bypasses (e.g. journals).
The reasons for and the number of bypasses can also be monitored using process safety metrics.
Requirement
Economic operators must have a documented procedure in place to verify requirements for the safe commissioning of new or modified equipment or processes critical for process safety, or for safe commissioning after maintenance or a process shutdown.
Approved procedure
The procedure ensures that equipment and its installation meets the defined and statutory safety requirements and that relevant elements of the process safety system have been addressed. The readiness for commissioning is verified using a checklist created in a separate review or audit, or in accordance with another instructed method, ensuring that:
- maintenance measures have been completed
- inspections and tests have been completed
- all measuring and safety devices are operational
- equipment is in a safe state (e.g. measurement valves are open and drain valves are closed)
- the plant or equipment can be commissioned (e.g. liquid levels are as required and feeding has been completed)
- operators have been trained and documentation has been approved (e.g. declarations of conformity, CE)
- any unauthorised persons have vacated the area (e.g. contractors)
- sufficient resources and personnel are available for the start-up
- (the list above is not exhaustive; it describes certain factors that need to be checked)
An economic operator defines what type of commissioning requires a review and to what extent. Reviewers are defined.
The scope of a review may vary, depending on the extent of the plant to be commissioned, hazards associated with the unit or process equipment, and the start-up process. The procedure is used when distributing responsibilities for equipment from one organisation to another.
Requirement
All shutdown situations and subsequent start-ups, as well as other pre-defined process or operating conditions, must be taken into account in operator training and competence.
Approved procedure
Training and competence are verified by means of given instructions and drills.
Requirement
Economic operators must have a documented procedure in place for shift changes.
Approved procedure
Shift changes take place face-to-face in accordance with an instructed pattern or plan using not only an open dialogue but also pre-defined operating, maintenance and safety information. Information can be exchanged using checklists, maps, work permit lists, equipment tests, alarm information, information about temporary changes/bypasses, etc. An openly accessible shift journal alone is not sufficient. Sufficient time is provided for the face-to-face exchange of information (the time and place to be defined, 10–30 minutes).
Situations where a shift returns to work after extended leave or another long absence and other more demanding start-ups or irregular process conditions may require a longer or more thorough shift change. All plant visits and the exchange of information obtained during them are addressed at unmanned plants.