
Käyttö ja kunnossapito
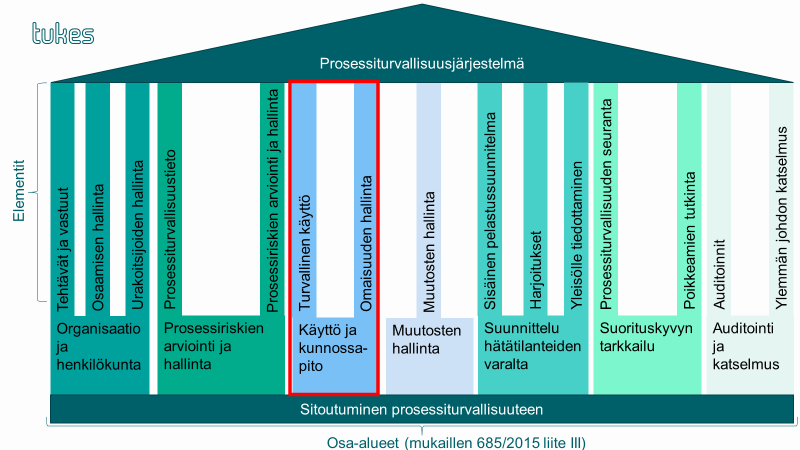
Käyttö ja kunnossapito on prosessiturvallisuusjärjestelmän osa-alue, joka koostuu kahdesta elementistä: turvallinen käyttö ja omaisuuden hallinta. Osa-alueen tavoitteena prosessiturvallisuuden systemaattinen huomioiminen tuotantolaitoksen käyttöön ja kunnossapitoon liittyvissä ohjeissa ja menettelytavoissa.
Turvalliseen käyttöön liittyviä kokonaisuuksia ovat mm. työohjeet, työlupamenettelyt, turvajärjestelmien ohittaminen sekä vuoronvaihtokäytännöt.
Omaisuuden hallinnan keskeisenä näkökulmana ovat prosessiturvallisuuskriittiset laitteet. Prosessiturvallisuuskriittisillä laitteilla on merkittävä rooli prosessiriskien hallinnassa: ne voivat vikaantuessaan aiheuttaa onnettomuuksia tai ne toimivat onnettomuuksia ehkäisevinä laitteina. Nämä laitteet tunnistetaan prosessiriskinarviointiin perustuen.
Laite voi olla prosessiturvallisuuskriittinen myös lainsäädännön edellyttämänä. Esimerkiksi painelaitteet tai automaattiset paloilmaisinjärjestelmät on katsottu jo lainsäädännön tasolla niin kriittisiksi, että ne on tarkastettava hyväksytyn tarkastuslaitoksen toimesta määrävälein.
Omaisuuden hallinta
Vaatimus
Toiminnanharjoittajalla on oltava dokumentoitu menettelytapa prosessiturvallisuuskriittisten laitteiden tunnistamiseksi.
Hyväksytty menettelytapa
Prosessiturvallisuuskriittisten laitteiden tunnistamisen menettelytavassa huomioidaan Tukesin esittämät kriteerit prosessiturvallisuuskriittisille laitteille (lakisääteiset laitteet, onnettomuuksia aiheuttavat laitteet ja onnettomuuksia ehkäisevät laitteet). Laite voi olla prosessiturvallisuuskriittinen useasta syystä.
Prosessiturvallisuuskriittiset laitteet tunnistetaan prosessiriskianalyyseihin (esim. LOPA, HAZOP) perustuen ja ne dokumentoidaan.
Potentiaalisen vuotoriskin omaavien laitteiden ja niiden kunnon arviointi on yleensä tarpeen tehdä erillisessä analyysissä (Hazop ei ole soveltuva menetelmä laitteiston kunnosta johtuvien vuotoriskien tunnistamiseen). Erilaisiin häiriöihin liittyvät varautumiset tai automaattiset turvatoiminnot sen sijaan tunnistetaan erikseen Hazopeissa. Prosessiturvallisuuskriittisen laitteen tarkastuksen, testauksen tai muun kunnonvalvontatoimenpiteen perusteella päätetään, onko sen kunto tai toiminnon luottevuus sellainen, että käyttöä voidaan jatkaa.
PSK 6800 ei ole yksin riittävä menettelytapa prosessiturvallisuuden kannalta kriittisten laitteiden tunnistamiseksi.
Toiminnanharjoittajalla on laadittu ohjeistus, jossa on määriteltynä prosessiturvallisuuskriittinen laite ja luokitteluperusteet huomioiden myös laitteen kunnon. Ohjeessa on kuvattuna toimintatapa (selvitystyö) miten prosessiturvallisuuskriittiset laitteet tunnistetaan laitoksen laitekannasta ja kunnossapitojärjestelmästä. Prosessien ja laitteiden riskien arviointien perusteella saadaan luettelo tai muu määritys prosessiturvallisuuskriittisistä laitteista.
Prosessiturvallisuuskriittisyyttä on tarkasteltava uudelleen jokaisen tarkastuksen, testin tms. jälkeen (esim. heikentynyt kunto tai vika). Ohjeen on sisällettävä tehtävien vastuuhenkilöt.
Prosessiturvallisuuskriittisellä laitteella tarkoitetaan laitetta, joka sisältää vaarallista kemikaalia tai energiaa ja sillä on potentiaalia aiheuttaa vakava onnettomuus sekä laitetta, jolla ehkäistään tällaisen onnettomuuden syntymistä tai rajoitetaan sen seurauksia.
Prosessiturvallisuuskriittisiä laitteita voivat olla seuraavat laitteet:
- kemikaalisäiliöt ja rekisteröidyt painelaitteet
- kaikki riskianalyyseissä tunnistetut laitteet
- varolaitteet (varoventtiiillit, murtokalvot, räjähdysluukut, yli- ja alipaineventtiilit, liikavirtaus-/takaiskuventtiilit)
- hätäilmanvaihto, kaasunpesurit
- (sähkö)saatot kriittisissä laitteissa (esim. varot, hönkäputket tms,)
- räjähdyssuojaustoimenpiteet (ATEX)
- palo- ja kaasunilmaisimet, hälytyslaitteet
- sammutuslaitteistot ja -putkistot sekä muut palontorjuntajärjestelmät
- vallitilat, sammutusjäteveden keruujärjestelmät (ml. katastrofisäiliöt, viemärit)
- turva-automaatio ja hätäpysäytysjärjestelmät tai muut hätäalasajoon liittyvät laitteet
- varavoima- UPS- ja muut käyttöhyödykejärjestelmät
Vaatimus
Prosessiturvallisuuskriittisten laitteiden tunnistamisen menettelytavassa on huomioitava lakisääteisiä tarkastuksia edellyttävät laitteet.
Hyväksytty menettelytapa
Lakisääteisiä tarkastuksia edellytetään mm. seuraavilta laitteilta: painelaitteet, varoventtiilit, sammutuslaitteistot, säiliöt, paloilmaisimet, sähkölaitteistot.
Vaatimus
Prosessiturvallisuuskriittisten laitteiden tunnistamisen menettelytavassa on huomioitava laitteet, jotka voivat vikaantuessaan, rikkoontuessaan tai virheellisesti toimiessaan aiheuttaa prosessiturvallisuusonnettomuuden.
Hyväksytty menettelytapa
Laitteet tunnistetaan osana prosessiriskinarviointia. Seurausten perusteella määritettyjä laitteita voivat olla vaarallista kemikaalia sisältävät laitteistot mm. säiliöt, pumput, putkistot, putkiston osat, venttiilit. Mikäli prosessiturvallisuuskriittisten laitteistojen määrä on suuri, voi olla tarpeen huomioida vuotojen seurausten vakavuutta sekä seikkoja, jotka tekevät rikkoontumisesta todennäköisempää esim. laitteiston kunto.
Vaatimus
Prosessiturvallisuuskriittisten laitteiden tunnistamisen menettelytavassa on huomioitava laitteet, jotka ovat tunnistettuna riskinhallintakeinona/varautumisena prosessiturvallisuusonnettomuuden estämiseksi tai seurausten pienentämiseksi.
Hyväksytty menettelytapa
Laitteet tunnistetaan osana prosessiriskinarviointia. Suojakeinona toimivia laitteita voivat olla mm. räjähdysluukut, varoventtiilit, turva-automatiikka, kaasunilmaisimet, varoaltaat ja sammutusjärjestelmät.
Vaatimus
Prosessiturvallisuuskriittisille laitteille on laadittava kunnossapitosuunnitelma. Suunnitelmaa on toteutettava järjestelmällisellä tavalla.
Hyväksytty menettelytapa
Prosessiturvallisuuskriittisillä laitteilla on laitekohtaiset kunnossapitosuunnitelmat. Suunnitelma kuvaa laitteille tehtävät tarkastukset, kunnossapitotoimet ja testaukset. Se voi sisältää myös ennakoituja korjaustoimenpiteitä.
Suunnitelma on perustuttava vähintään lainsäädännön asettamaan minimitasoon sekä standardien tai toimialan suositeltuihin käytäntöihin.
Kunnossapitosuunnitelmaa toteutetaan kunnossapitojärjestelmällä. Järjestelmä:
- Aikatauluttaa toistuvat työt
- Mahdollistaa havaintojen kirjaamisen laitteelle
- Pitää kirjaa tehdyistä töistä ja esittää keskeneräiset työt
- Linkittää/tallettaa työohjeet laitteisiin liittyen
- Tuottaa mahdollisesti tilastotietoa kunnossapidosta
Esimerkkejä kunnossapitosuunnitelmassa huomioitavista prosessiturvallisuuskriittisistä kohteista:
- Turva-automaatio sekä siihen kuuluvat laitteet ja instrumentit (esim. paine- ja lämpötilamittaukset, pintakytkimet)
- Painelaitteet
- Lämmönvaihtimet
- Pyörivät laitteet (pumput, kompressorit, sekoittimet)
- Varolaitteet
- Ohjausjärjestelmät, hätäpysäytys-/lukitusjärjestelmät
- Käyttöhyödykejärjestelmät (vesi, höyry, paineilma, typpi)
- Automaattiset sammutuslaitteistot (vesi, vaahto, kaasu)
- Hätätuuletus ja ilmanvaihto (ilmastoinnin ohjaus, siirrettävät puhaltimet)
- Vuodonilmaisimet (kiinteät ja kannettavat kaasuhaistajat, nestemäisten vuotojen vuotovahdit)
- Kemikaalisäiliöt ja -putkistot varusteineen ja perustuksineen
- Kemikaalien käsittelylaitteistot
- Vuotojenhallintarakenteet (Vallitilat, kaksoisvaipparakenteet, umpikaivot, lattiat ja lattiasaumat, viemärijärjestelmät, katastrofisäiliöt, päällysteet, kanaalit, hulevesiviemärit- ja kaivot sekä öljynerotuskaivot)
- Palovesijärjestelmä, pikapalopostit, vesiasemat, palovesipumppaamo
- Siirrettävät sammuttimet (käsisammuttimet, kärryt, vaahdonkehittimet, vesitykit)
- Hätäsuihkut
- Hengityksen suojaamiseen käytettävät välineet (pelastautumishuput, paineilmahengityslaitteet, ohjaus- ja suojautumistilojen ylipaineistus paineistettuun kaasuun tai suodatukseen perustuen)
- Vuotojen torjuntaan käytettävä materiaali (kaivonsulkumatot, vuotomakkarat, putkitulpat, imeytysaine, henkilökunnan suojavarusteet)
Vaatimus
Toiminnanharjoittajalla on oltava luettelo tai tieto laitoksen prosessiturvallisuuskriittisistä laitteista ja niihin sovellettavista vaatimuksista.
Hyväksytty menettelytapa
Riskianalyysin/projektin valmistuttua tunnistetut prosessiturvallisuuskriittiset laitteet siirretään kunnossapitojärjestelmään ja niille laaditaan kunnossapitosuunnitelma. Tälle tehtävälle määritetään seuranta ja tarvittavat vastuuhenkilöt, jotka huolehtivat myös niihin liittyvien ohjeiden ja muun dokumentaation päivittämisestä ja koulutuksesta.
Prosessiturvallisuuskriittisen laitteen vaatimuksiin kuuluu:
- laitteella on määritelty tehtävä onnettomuusskenaarion hallinnassa
- laitteen toimintakunto todennettu. Turva-automaation osalta on osoitettava, että turvatoiminnon vikaantumistodennäköisyys on vaaditulla/määritellyllä tasolla (huomioiden huoltojen ja testausten vaikutus vikaantumistodennäköisyyteen)
- laitteen sijoitus ja suojaaminen niin, että se on saatavilla myös onnettomuustilanteessa (esim. energian saanti, palosuojaus tai riittävä etäisyys painevaikutuksiin)
- liitännät tai liittymäpinnat muihin prosessiturvallisuuskriittisiin laitteisiin tiedetään.
Prosessiturvallisuuskriittisen laitteen osalta huomioidaan:
- ne on oltava tunnistettavissa kunnossapitojärjestelmästä
- vikaantuessaan ne on korjattava ennen käytön jatkamista tai niille on tehtävä erillinen vajaakuntoisen laitteen arviointi operoinnin jatkamiseksi
- vikaantuessaan kunnossapitotyöt on priorisoitava, että vajaakuntoaika saadaan minimoitua
- jos laite on elinkaaren päässä tämä on huomioitava korjausinvestoinneissa
- varaosia on oltava saatavilla ja ne ovat käyttökelpoisia (ei vanhentuneita)
- vikaantumiset ja muut poikkeamat on kirjattava sekä niiden juurisyyt on selvitettävä
- ohittaminen tai muu käytöstä poistaminen edellyttää kirjallista arviointi- ja hyväksymismenettelyä (käytönvalvoja)
- toiminnan arviointiin/mittarointiin voidaan käyttää tarkastuksissa ja testauksissa esiin tulleita havaintoja/poikkeamia.
Vaatimus
Toiminnanharjoittajan on laadittava prosessiturvallisuuskriittisille laitteille riskiperusteinen tarkastussuunnitelma, jota on pidettävä ajan tasalla.
Hyväksytty menettelytapa
Toiminnanharjoittaja laatii laitoksen laitteille (laite-/omaisuusrekisteri) tarkastussuunnitelman, joka perustuu prosessiturvallisuuskriittisten laitteiden tunnistamiseen ja riskiperusteisesti oikein kohdistettuihin tarkastuksiin ja tarkastusmenetelmiin. Prosessiturvallisuuskriittisten laitteiden korroosio-, vaurio- ja vikaantumismekanismit tunnistetaan.
Tarkastusohjelma sisältää:
- tarkastussuunnitelman
- tarkastusvälit
- järjestelmällinen prosessi (ylläpito esim. kirjaamis-/päivityskäytännöt)
- osaaminen/pätevyys
- dokumentointi.
Toiminnanharjoittaja ylläpitää seuraavia tarkastustietoja:
- tarkastuksen päivämäärä, tyyppi ja tarkastustulokset/havainnot
- historiatietoa, jonka avulla voidaan arvioida vaurioitumismekanismit ja -nopeudet
- suositukset johdolle: käyttö-, tarkastus-, ja kunnossapitohenkilöstön suositukset ja havainnot laitteista viedään eteenpäin tiedoksi johdolle.
Vaatimus
Prosessiturvallisuuskriittisten laitteiden elinkaarenhallinnan on perustuttava kunnonvalvonnan ja ennakkohuoltojen havaintoihin, jotka ohjaavat kunnossapitoa ja investointisuunnittelua.
Toiminnanharjoittajan on määriteltävä prosessiturvallisuuskriittisten laitteiden ja -putkistojen arvioitu käyttöikä ja tunnistettava sekä hallittava laitteiden ikääntymiseen liittyvät riskit.
Hyväksytty menettelytapa
Prosessiturvallisuuskriittisille laitteille ja putkistoille laaditaan ja aikataulutetaan elinkaarisuunnitelma eli toimenpideohjelma tuleville vuosille. Elinkaarisuunnitelma ohjaa tarkastuksia, kunnossapitoa ja investointien suunnittelua.
Elinkaarisuunnitelmassa on huomioitu prosessiturvallisuuskriittisten laitteiden varaosavarmuus, oikein kohdistetut huollot ja kunnossapitotoimet.
Elinkaarisuunnitelma ja prosessiturvallisuuskriittisten laitteiden ja putkistojen tiedot ja dokumentaatio on ajan tasalla.
Ikääntymiseen liittyvissä toiminnoissa ja sen hallinnassa huomioitavia asioita:
- määritellään prosessiturvallisuuskriittisille laitteille jo suunnitteluvaiheessa arvioitu käyttöikä (esim. käyttövuodet ja -tunnit)
- toimiiko laite suunnittelussa käyttötarkoituksessa tai onko sitä jossain elinkaaren vaiheessa käytetty suunnittelemattomalla tavalla tai siihen kohdistunut poikkeavia rasituksia (esim. ollut käyttämättömänä pitkään)
- laitteen kunnosta saadaan luotettavaa tietoa tarkastuksilla tms. valvontatoimilla
- laitteen jäljellä olevaa käyttöikää päivitetään tehtyjen tarkastushavaintojen perusteella ja sitä voidaan jatkaa perustellusti esimerkiksi parannuksilla ja korjauksilla.
- hyväksymiskriteerit heikentyneen laitteen käytön jatkamiselle ja kunnonseurannalle.
- Laitteen kuntoa seuraavissa toiminnoissa on otettava huomioon laitteen elinkaaren vaihe (esim. alkuvaiheen viat)
- tehdyt muutokset tai korjaukset sekä niiden dokumentointi (Huom. mikäli laitteistoon tehdyistä muutoksista ei ole tietoa, ei ikää tai kuntoa voida välttämättä arvioida)
- laitoksen investointisuunnitelmat tulee perustua osittain jäljellä olevaan käyttöikään, jotta tarvittavat korjaukset tai laitteiden uusiminen voidaan huomioida budjetoinnissa.
- varaosien saatavuus.
Vaatimus
Toiminnanharjoittajalla on oltava menettely, joka varmistaa vastaanotettujen ja asennettujen prosessiturvallisuuskriittisten laitteistojen sekä materiaalien täyttävän asetetut suunnittelu- ja turvallisuusvaatimukset.
Hyväksytty menettelytapa
Tarkastuksin tai muiden vastaavien menettelyjen avulla varmistetaan asennettujen tai rakennettujen laitteistojen täyttävän asetut vaatimukset (spesifikaatio, turvallisuusstandardi tms.). Tällöin on huomioitava itse töihin (asennukset, rakentaminen) sekä materiaaleihin liittyvät vaatimukset.
Tällaisia menettelyjä ovat esimerkiksi:
- osaluetteloiden avulla varmistetaan, että laitteistoon on asennettu oikeat osat tai
- ns. Positive Material Identification-mittausten käyttäminen materiaalien tunnistamiseen ja alkuaineanalyysiin painelaitteissa ja putkistoissa.
Vaatimus
Prosessiturvallisuuskriittisessä laitteessa havaittu vika tai vaurio on korjattava ensisijaisesti heti. Käytön tilapäinen jatkaminen on mahdollista vain systemaattisen riskinarvioinnin kautta. Käytön jatkamisen edellytykset tai ehdot on dokumentoitava.
Hyväksytty menettelytapa
Menettelytapa sisältää arviointiprosessin, missä vajaakuntoiseksi todetun laitteen onnettomuusriski arvioidaan (mitä seurauksia vuodolla/päästöllä, onko alasajo vaarallisempaa kuin käytön jatkaminen, mitä muita riskinhallintakeinoja on tai voidaan asettaa). Arvioinnin perusteella päätetään voidaanko käyttöä tilapäisesti jatkaa, millä edellytyksillä/toimenpiteillä ja miten pitkän ajan vai onko prosessin käyttö keskeytettävä (laite korjattava). Käytön jatkamisen edellytyksiä on arvioitava säännöllisin välein (viallisen laitteiden käyttöä ei voi jatkaa loputtomiin).
Mahdolliset tilapäiset korjaukset (ei suunniteltu/hyväksytty korjaustapa) käsitellään muutoksen hallinnan kautta.
Vajaakuntoiset laitteet ja perusteet käytön jatkamiselle kirjataan prosessipäiväkirjaan tai vastaavaan järjestelmään.
Vaatimus
Vaarallisten kemikaalien putkistoille ja muille prosessiturvallisuuskriittiselle putkistoille on laadittava tarkastussuunnitelma. Putkistot on jaettava sopiviin osakokonaisuuksiin sisällön, materiaalien, prosessiolosuhteiden ja tunnistettujen korroosio- ja vauriomekanismien perusteella.
Hyväksytty menettelytapa
Tarkastussuunnitelma sisältää tarkastusmenetelmät, -välit kullekin putkistokokonaisuudelle, jolle on määritelty laitetunnus tai muu tunniste. Nämä tiedot on kirjattuna kunnossapitojärjestelmään. Putkistojen tarkastaminen suunnitellaan riittävän pitkälle eteenpäin budjetoinnin, resurssoinnin ja laadukkaan työsuunnittelun varmistamiseksi.
Rekisteröitäviin painelaitteisiin liittyvissä putkistoissa huomioidaan painelaitelain mukaiset tarkastusvaatimukset.
Putkistoissa olevia riskipaikkoja voivat olla:
- venttiilien ja instrumenttien asennuskohdat
- tyhjennyskohdat ja muut ns. deadlegit
- syöttöpisteet tai -kohdat, sekoituskohdat
- kannakoinnit
- eristykset
- mutkat, supistukset, haarakohdat.
Vaatimus
Prosessilaitteiston turva-automaation (SIL-luokitellun) testaamiseen on oltava kirjallinen ohjeistus vaihe vaiheelta tehtävistä testaus-, tarkastus- ja kunnonvalvontatöistä. Testauksen on osoitettava, että turvatoiminnolle määritellyt turvallisuusvaatimukset täyttyvät.
Hyväksytty menettelytapa
Testaukselle laaditaan kirjallinen ohjeistus. Jokaisen turvatoiminnon vaatimukset on määritelty ja todennettavissa. Testaustulosten hyväksyntä riippuu turvatoiminnolle määritellyistä turvallisuusvaatimuksista (esim. vaatiiko nähdä virtauksen pysähtymisen vai riittääkö venttiilin liikkeen näkeminen). Testausohjeessa kuvataan miten testaus, fyysiset tarkastukset ja muut toimenpiteet tehdään vaihe vaiheelta. Kaikki havainnot ja puutteet kirjataan ylös. Testausdokumentaatiosta selviää, läpäisikö turvatoiminto testin ensi yrittämällä vai korjauksen jälkeen. Toiminnallisten testausten lisäksi kaikki fyysiset tarkastustoimet kirjataan ylös.
Alusta loppuun testaaminen tarkoittaa, että turvatoimintoon kuuluvat kaikki toiminnot ja laitteet testataan. Testaaminen voidaan suorittaa osissa. Mittalaite testataan simuloimalla prosessiolosuhdetta ja toimilaite-/elin tulee visuaalisesti tarkistaa, että turvatoimintosignaali saapuu ja laite tekee turvatoiminnon. Mikäli turvatoiminolla on erityisiä vaatimuksia esim. venttiilin tiivis sulkeutuminen, ne huomioidaan testaamisessa (venttiilin liikkuminen ei ole 100% osoitus tiiviistä sulkeutumisesta).
Vaatimus
Prosessiturvallisuuskriittisten hälytysten hallinta on tehtävä määritellyn toimintatavan mukaisesti.
Hyväksytty menettelytapa
Prosessiturvallisuuskriittiset hälytykset tunnistetaan muista prosessihälytyksistä ja niitä ylläpidettään systemaattisin (kirjallisin) menettelytavoin.
Hälytysten hallintaan kuuluu:
- jokainen hälytys on suunniteltu ja määritelty systemaattisella (sovitulla) tavalla
- prosessiturvallisuuskriittiset hälytykset on tunnistettu (hälytysten priorisointi)
- muutosten hallinta
- hälytysten säännöllinen arviointi
- hälytysten kouluttaminen ja harjoittelu
- mittarointi ja toiminnan säännöllinen arviointi, tavoitteiden asettaminen (esim. maksimi hälytysmäärät) sekä mahdollisten hälytysmääriä vähentävien toimenpiteiden määrittäminen (esim. ryhmittelemällä tai vaientamalla hälytyksiä)
- hälytysten testaaminen
- vastuiden määrittely ja dokumentaatiovaatimukset (oltava myös auditoitavissa)
Menettelytavan avulla operaattori kykenee tunnistamaan laitoksen turvallisuuteen vaikuttavat hälytykset normaaliin operointiin (prosessinohjaukseen) liittyvistä hälytyksistä.
- Hälytykselle on määritelty tarkoitus tai syy (mistä tilanteista on annettava hälytys)
- Hälytykselle on määritelty toimenpide (vaste miten toimitaan)
- Työntekijällä on riittävästi aikaa suorittaa määritelty toimenpide.
Hälytyksiin on aina reagoitava heti, ellei korkeimman prioriteetin hälytys käynnisty samanaikaisesti.
Vaatimus
Hälytyksiä ja niiden määriä on arvioitava säännöllisesti.
Hyväksytty menettelytapa
Toiminnanharjoittaja arvioi säännöllisesti hälytysten syitä ja määriä vasten hälytyksille määriteltyjä vaatimuksia. Tarkoituksena on varmistaa, että hälytykset noudattavat määriteltyjä periaatteita. Käytännössä kyse on usein hälytyskuorman purkamisesta.
Tavoitteet arvioinnille ovat:
- Hälytysten määrän minimointi suhteessa vaaroihin
- Kaikkien hälytysten tulee olla relevantteja ja ymmärrettäviä joka tilanteessa
- Hälytysmäärät ovat siedettäviä/hallittavissa
- Jokaisella hälytyksellä määritelty toimenpide/vaste
- Hälytykset ovat oikein priorisoitu.
Hälytysten arvioinnissa huomioidaan sekä normaalit että häiriö(alasajo-)tilanteet.
Vaatimus
Prosessiturvallisuuskriittiset hälytykset on oltava tunnistettu ja erotettavissa muista prosessihälytyksistä.
Hyväksytty menettelytapa
Prosessiturvallisuuskriittiset hälytykset tunnistetaan prosessinohjaukseen tai operointiin liittyvistä hälytyksistä. Toiminnanharjoittaja määrittelee mikä on turvallisuuskriittinen hälytys ja mikä ei. Prosessiturvallisuuskriittinen hälytys voi liittyä onnettomuusskenaarion alkutapahtumaan, mutta myös laitteiston toimintaan/luotettavuuteen (vikahälytys tai ohitus). Prosessiturvallisuuskriittisyydelle voi olla erilaisia tasoja riippuen häiriön/poikkeaman vakavuudesta. Prosessiturvallisuuskriittisten hälytysten määrä pitää olla vähäinen suhteessa muihin hälytyksiin.
Hälytykset esitetään operaattorille niin, että korkeimman prioriteetin hälytykset ovat helposti havaittavissa.
Vaatimus
Prosessiturvallisuuskriittisen hälytyksen toiminta on testattava säännöllisesti.
Hyväksytty menettelytapa
Testauksessa osoitetaan koko ketjun toiminta aina mittauksesta ja oikeasta operaattorivasteesta suunniteltuun laitetoimintoon. Testausten suorittamiseen on ohjeet ja hälytyskohtaiset hyväksymiskriteerit. Operaattoritoiminto on yksinkertainen ja selvä kaikissa tilanteissa.
Vaatimus
Prosessiturvallisuuskriittiset hälytykset ja niille määritellyt operaattoritoimenpiteet (-vasteet) on huomioitava ohjeistuksessa, koulutuksessa ja harjoituksissa.
Hyväksytty menettelytapa
Ohjeistuksen, koulutuksen ja harjoittelun avulla operaattori tietää, mikä häiriö tai poikkeama aiheuttaa hälytyksen ja mikä on määritelty toimenpide poikkeman (hälytyksen) poistamiseksi.
Koulutuksessa voidaan huomioida myös hälytysjärjestelmään (laitteistoon, hälytyksen indikointiin, luokitteluun), hälytysten muutosten hallintaan ja ohituksiin sekä vuoronvaihtoon liittyviä vaatimuksia.
Vaatimus
Prosessiturvallisuuskriittisten hälytysten muuttaminen tai poistaminen on tehtävä hyväksytyn dokumentoidun menettelytavan kautta.
Hyväksytty menettelytapa
Prosessiturvallisuuskriittisiin hälytyksiin tehtävät muutokset toteutetaan muutosten hallinnan menettelytapojen mukaisesti, arvioiden muutoksen vaikutukset prosessiturvallisuuteen.
Nimetty vastuuhenkilö hyväksyy muutokset (ensisijaisesti käytönvalvoja). Muutos tiedotetaan ja koulutetaan operaattoreille (prosessinohjaajille).
Muilta kuin prosessiturvallisuuskriittisiltä hälytyksiltä ei edellytä systemaattista muutosten hallintaan.
Vaatimus
Toiminnanharjoittajan on kuvattava turvallisuusjohtamisjärjestelmässä kunnossapidon osalta seuraavat asiat:
- kunnossapitostrategia
- prosessiturvallisuuskriittisten laitteiden tunnistaminen, tarkastelu ja arviointi
- kunnossapitohenkilöstön pätevyysvaatimukset/osaaminen
- turvalliset työmenetelmät.
Hyväksytty menettelytapa
Turvallisuusjohtamisjärjestelmässä kuvataan seuraavat asiat:
- kunnossapitostrategia: tasapaino ennaltaehkäisevä kunnossapito vs. reaktiivinen kunnossapito, kunnossapitotoimenpiteiden sisältö ja taajuus, kunnossapitostrategian taustalla olevat perusteet ja logiikka
- prosessiturvallisuuskriittisten laitteiden tunnistaminen, tarkastelu ja arviointi
- kunnossapitohenkilöstön pätevyysvaatimukset/osaaminen
- turvalliset työmenetelmät/-järjestelyt.
Turvallinen käyttö
Vaatimus
Prosessiturvallisuuden kannalta kriittisille toiminnoille, käytölle, vaarallisten kemikaalien manuaaliselle käsittelylle tai varastoinnille tulee olla kirjalliset työohjeet.
Hyväksytty menettelytapa
Ohjetarpeen arvioimisessa huomioidaan prosessiturvallisuuden kannalta merkitykselliset operoinnit ja toiminnot (esim. laitoksen normaalit toiminnot, käyttöönotto, ylös- ja alasajot, tarkastukset, huollot, kunnossapitotyöt, seisokit ja normaalista poikkeavat tilanteet) sekä seuraukset, mikäli työ tehdään väärin (tehdään huolimattomasti, jätetään tekemättä, tehdään väärässä järjestyksessä tms.). Tällaisen työn tai työvaiheen suorittaminen tehdään turvalliseksi suunnittelulla tavalla huomioiden henkilökohtaiset suojavälineet).
Työohjeet ovat yhdenmukaiset prosessiturvallisuustiedon kanssa. Mikäli riskianalyysissä on tunnistettu varautumiskeinona työohje, tulee se olla kirjallisena dokumentoitu. Riskianalyysistä tulee näkyä missä ohjeessa ko. varautuminen on määritelty (esim. ohjeen nimi tai dokumenttitunnus).
Työohjeiden laadinnassa on suositeltavaa hyödyntää kenttäkierroksia tai havaintoja itse työkohteesta. Ohje on valmis ennen työn aloittamista.
Vaatimus
Laaditut ohjeet on oltava henkilökunnan saatavilla.
Hyväksytty menettelytapa
Toiminnanharjoittaja kykenee osoittamaan, millaisia ohjeita laitoksella on laadittuna (esim. ohjekirjasto) ja missä ne ovat saatavilla.
Ohjeet löytyvät helposti esim. käyttöpaikalta paperisena tai järjestelmästä. Kriittisten ohjeiden osalta varmistetaan, että ne ovat tarvittavilta osin saatavissa myös esim. sähkökatkon aikana tai tietojärjestelmän häiriötilanteessa.
Vaatimus
Ohjeiden on oltava ymmärrettävät, riittävän yksityiskohtaiset ja sellaiset, että työ voidaan toteuttaa ohjeen mukaisesti. Ohjeet on voitava viestiä ja perehdyttää työntekijöille tehokkaasti.
Hyväksytty menettelytapa
Ohjeiden laatimisessa kuullaan kyseistä työtä tekeviä. Työn suorittamisen tukena voidaan hyödyntää tarkastuslistaa, jonka avulla varmistetaan, että työ tehdään ohjeen edellyttämällä tavalla/järjestyksessä. Ohjeiden ymmärrettävyyden parantamiseksi voidaan käyttää kuvia ja/tai videoita.
Ohjeissa käytettävät termit ja symbolit ovat työntekijöille tuttuja ja vastaavat laitoksella käytettäviä termejä ja symboleita (esim. ohjausjärjestelmässä olevia). Työssä mahdollisesti tarvittavat suojavälineet mainitaan työohjeessa.
Ohjeistetut toimintamallit ovat sellaisia, että ne eivät ohjaa riskien ottamiseen. Työtehtävät suunnitellaan niin, että niitä on mahdollisimman vaikea tehdä väärällä tavalla.
Työhön liittyvät riskit tai vaarat kuvataan työohjeissa selkeästi.
Vaatimus
Toiminnanharjoittajan on seurattava tai valvottava, että oma ja muu henkilökunta toimii annettujen ohjeiden mukaisesti.
Hyväksytty menettelytapa
Ohjeiden noudattamista valvotaan jatkuvalla tarkkailulla ja säännöllisillä auditoinneilla. Auditointiohjelma sisältää työohjeiden ja niiden noudattamisen arvioinnin.
Puutteet ohjeistuksen noudattamisessa kirjataan poikkeamana, ja selvitetään, mitkä tekijät vaikuttivat ihmisen toimintaan tai tekemiin valintoihin.
Vaatimus
Toiminnanharjoittajalla on oltava dokumentoitu menettelytapa laadittujen ohjeiden ajantasaisuuden varmistamiseksi.
Hyväksytty menettelytapa
Jokaiselle ohjeelle määritellään voimassaoloaika, vähimmäistarkasteluväli ja vastuutaho (-henkilö). Osana muutostenhallintamenettelyä varmistetaan, että tarpeelliset ohjeet päivitetään muutoksen yhteydessä.
Vaatimus
Toiminnanharjoittajan on varmistettava, että henkilökunta tuntee ohjeet.
Hyväksytty menettelytapa
Toiminnanharjoittaja määrittelee, millä tavalla ohjeet perehdytetään (esim. koulutus, itsenäinen perehtyminen, lukukuittaus).
Vaatimus
Toiminnanharjoittajalla on oltava käytössä työlupamenettely, jolla varmistetaan prosessiturvallisuuden kannalta kriittisiin laitteistoihin ja toimintoihin liittyvien töiden turvallinen suorittaminen.
Hyväksytty menettelytapa
Työlupamenettelyllä tarkoitetaan menettelytapaa, joka valtuuttaa tietyt henkilöt suorittamaan ennalta määriteltyä työtä tietyllä aikavälillä. Työlupamenettelyssä määritetään toimenpiteet, joiden avulla työ voidaan suorittaa turvallisesti. Toimenpiteiden määrittely perustuu riskien arviointiin. Työlupamenettelyssä määritellään, millaista riskien arviointia edellytetään ja kenen pitää osallistua riskien arvioinnin tekemiseen/työluvan laadintaan. Työlupa laaditaan kirjallisesti.
Prosessiturvallisuuden kannalta oleellisia seikkoja ovat ympäröivien laitteiden koskemattomuus (oikean työkohteen tunnistaminen), prosessiturvallisuuden vaarantavat seikat, kuten turvalaitteiden irtikytkennät, eristysten poistaminen tai ilmaisimien peittäminen sekä työkohteen vaarojen ja vaativuuden mukainen riskinarvio. Työluvan myöntäjä varmistaa, että määritellyt vaatimukset täyttyvät ja hänellä on oikeus myös palauttaa työlupa laatijalle, mikäli puutteita havaitaan.
Työluvassa kuvataan mm. seuraavat asiat:
- osapuolet (esim. myöntäjä, valvoja, tekijä)
- tehtävä työ (mitä ja miten)
- työskentelyalue
- käytettävät työkalut ja menetelmät
- työhön liittyvät riskit (ml. kemikaalit ja niiden vaaraominaisuudet)
- työskentelyalueella huomioitavat asiat (esim. oikean työkohteen tunnistaminen, muut alueella käynnissä olevat työluvat tai työt)
- toimenpiteet, jotka tulee olla tehtynä ennen työn aloittamista (esim. laitteiston tyhjennys, puhdistus, erotus)
- järjestelyt/toimenpiteet, joita tulee noudattaa työnaikana (esim. pitoisuusmittareiden tarve)
- työssä tarvittavat suojavarusteet
- terveydentilantarkastuksen tarve (esim. verenpainemittaus ennen korkealla tehtäviä töitä)
- toimintaohjeet hätätilanteessa
- kuittaukset tarvittavilta henkilöiltä (mm. työluvan myöntäjä, työn suorittaja)
- mahdollinen erotussuunnitelma ja turvalaitteiden irtikytkennät (työkohteen eristäminen kemikaaleista, sähköstä, muusta energiasta; LOTO tms.)
- toimenpiteet työn loppuun saattamiseksi (mm. testaus, laitteiston turvallinen uudelleen käyttöönotto, erotusten purkaminen).
Vaatimus
Toiminnanharjoittajan on määriteltävä, millaiset työt edellyttävät työlupaa.
Hyväksytty menettelytapa
Työlupaa edellytetään töistä, joille ei ole ennalta määriteltyä toimintatapaa ja työ tehdään alueella, jossa voi olla vaarallisia kemikaaleja tai työ liittyy prosessiturvallisuuden kannalta kriittisiin laitteistoihin tai toimintoihin. Esimerkkejä töistä, joille tulee lähtökohtaisesti edellyttää työlupaa:
- tulityöt (esiintyy liekki tai kipinä)
- suljetussa tai rajoitetussa tilassa tehtävät työt
- Ex-alueilla tehtävät työt
- sähkö- ja automaatiotyöt huomioiden erityisesti turva-automaatio
- turvalaitteiden ohitukset ja käytöstä poisto
- kemikaalilaitteistojen ja -putkistojen avaaminen
- nostotyöt erityisesti prosessilaitteiden yli.
Vaatimus
Toiminnanharjoittajan on määriteltävä henkilöt, jotka voivat myöntää työlupia ja heidän vastuut ja oikeudet.
Hyväksytty menettelytapa
Luvan myöntämiseen valitut tai hyväksytyt henkilöt dokumentoidaan (esim. vastuuhenkilöluettelo).
Toiminnanharjoittajan määrittelee, millä edellytyksillä henkilö voi toimia työluvan myöntäjänä (esim. pätevyys, koulutus, vastuualue).
Työlupien myöntäjillä on riittävä pätevyys ja asiantuntemus tehtävään. Esimerkiksi työluvan myöntäjät osallistuvat riskianalyysien tekoon ja onnettomuustutkintaan, jotta heillä on riittävä ymmärrys laitoksen riskeistä.
Työluvan myöntäjällä on oikeus palauttaa työlupa laatijalle, jos turvallisuusvaatimukset eivät täyty.
Vaatimus
Työlupaa ja sen ehtoja on valvottava.
Hyväksytty menettelytapa
Toiminnanharjoittajalla on menettely, jolla voidaan varmistaa, että työt tehdään työluvan edellyttämällä tavalla.
Työlupamenettely/lomake sisältää kuittauksia sovittujen toimenpiteiden toteutumisen varmistamiseksi esim. työn tekopaikalla käynti ennen työn aloittamista, työn aikana ja työn loppuessa. Työn aikana työluvan myöntäjä tai valvoja auditoi työntekijöitä säännöllisesti. Toiminnanharjoittajalla on käytössä menettely, jolla varmistetaan, että työntekijän käyttämät laitteet, materiaalit ym. ovat edellytysten mukaisia.
Vaatimus
Tarvittavilla henkilöillä (esim. operaattorit) on oltava tiedossa laitoksella meneillään olevat työluvan alaiset työt.
Hyväksytty menettelytapa
Työluvista ylläpidettään rekisteriä tms. josta voi helposti nähdä käynnissä olevat työt. Työluvassa tai muussa toimintaohjeessa määritellään, miten tiedonvaihto työluvista tapahtuu ja ketä (esim. käyttö- ja kunnossapitohenkilöstö) pitää tiedottaa missäkin työvaiheessa.
Vaatimus
Työlupamenettelyssä on määriteltävä, kuinka kauan työlupa on voimassa ja miten toimitaan, jos työlupa on tarpeen uusia.
Hyväksytty menettelytapa
Työluvan uusimisen yhteydessä varmistetaan, onko olosuhteisiin tullut muutoksia. Työluvan myöntämisessä/voimassaoloajassa huomioidaan esim. mahdolliset vuorojen vaihdot (määritelty, miten työluvan valvojan vaihtuessa toimitaan).
Vaatimus
Prosessilaitteiden tai -osien erottaminen kunnossapitoa tai muuta tarvetta varten on tehtävä järjestelmällisen ja ohjeistetun toimintatavan mukaisesti. Toiminnanharjoittajan on määritettävä tarvittavat erotuskäytännöt.
Hyväksytty menettelytapa
Erotuskäytännöstä päätettäessä huomioidaan kohteen vuodosta tai muista vaaroista (esim. ylipaine) aiheutuvat riskit. Erotuskäytännöt huomioidaan jo laitoksen suunnitteluvaiheessa ja kunnossapidon toimintatavoista päätettäessä, että järjestelyistä saadaan mahdollisimman turvallisia (esim. rakennetaan tarvittavat tyhjennysyhteet ja paineettomuus voidaan helposti todeta).
Inhimillisen virheen mahdollisuuksia (esim. erotusventtiili jää vahingossa väärään asentoon) arvioidaan, ja huomioidaan mm. merkintöjen riittävyys ja laitteiden tunnistamisen helppous, erotuskohdat ovat mahdollisimman lähellä työkohdetta ja venttiilien tiiveys (onko venttiili varmasti sulkeutunut). Venttiilien oikeiden asentojen varmistamiseksi voidaan käyttää erilaisia turvalukitusjärjestelmiä (inhimillisen virheen estäminen).
Työluvan ja erotussuunnitelman välille rakennetaan ehdot tai riippuvuus (työlupaa ei voida antaa ilman hyväksytysti tehtyä erotusta tai erotus voidaan poistaa vasta kun työlupa on suljettu.
Laitteiden erottamisen onnistuminen riippuu erityisesti työlupajärjestelmästä, mutta myös prosessiturvallisuusjärjestelmän muista vaatimuksista, kuten muista työohjeista, osaamisen ja muutoksen hallinnasta sekä toiminnan säännöllisestä arvioinnista.
Vaatimus
Toiminnanharjoittajalla on oltava dokumentoitu menettelytapa prosessiturvallisuuden kannalta oleellisten turvajärjestelmien ohittamisen hallitsemiseksi.
Hyväksytty menettelytapa
Menettelytavassa huomioidaan ohittamiseen liittyvä riskinarviointi, vaihtoehtoisten riskinhallintakeinojen määrittely ja hyväksyntä. Ohituksen kestolla on määräaika. Pitkään jatkuva ohitus siirretään muutoksen hallinta menettelyn piiriin (tilapäinen muutos). Ohitusten käsittelyssä voidaan hyödyntää työvuoron tietojen vaihtoon liittyviä työkaluja esim. päiväkirjaa.
Ohitusten syitä ja määriä voidaan seurata myös prosessiturvallisuusmittareilla.
Vaatimus
Toiminnanharjoittajalla on oltava dokumentoitu menettelytapa turvallisen käyttöönoton edellytysten toteamiseen uusille, muutetuille, huollon tai prosessin alasajon jälkeen käyttöönotettaville prosessiturvallisuuskriittisille laitteistoille tai prosesseille.
Hyväksytty menettelytapa
Menettelytavassa varmistetaan laitteistojen ja niiden asennusten täyttävän määritellyt ja lakisääteiset turvallisuusvaatimukset sekä prosessiturvallisuusjärjestelmän relevanttien elementtien olevan huomioituna. Käyttöönottovalmius todetaan erillisessä katselmuksessa tai tarkastuksessa luodun tarkastuslistan tai muun ohjeistetun tavan mukaisesti varmistaen:
- kunnossapitotyöt on suoritettu loppuun
- tarkastukset ja testaukset on suoritettu loppuun
- kaikki mittaus- ja turvalaitteet toimivat
- laitteistot ovat ns. turvallisessa tilassa (esim. mittausten venttiilit auki ja tyhjennysventtiilit kiinni)
- laitos tai laitteisto käyttöön otettavissa (esim. pinnat tavoitetasolla ja puhallukset tehty loppuun)
- operaattoreiden koulutukset ja dokumentaation hyväksynnät (esim. vaatimustenmukaisuusvakuutukset, CE)
- ulkopuoliset henkilöt (esim. urakoitsijat) ovat poistuneet alueelta
- käynnistykseen on olemassa riittävät resurssit ja henkilökunta
- (yllä oleva luettelo kuvastaa tarkistettavia asioita, eikä ole kaiken kattava).
Toiminnanharjoittaja määrittelee millaiset käyttöönotot vaativat katselmuksen ja missä laajuudessa. Katselmuksen kokoonpano määritellään.
Katselmuksen laajuus voi olla erilainen riippuen käyttöönotettavan laitoksen, yksikön tai prosessilaitteiston vaaroista tai käynnistyksen laajuudesta. Menettelyä käytetään luovutettaessa vastuuta laitteistoista organisaatiolta toiselle.
Vaatimus
Operaattoreiden koulutuksessa ja osaamisessa on huomioitava kaikki alasajotilanteet ja uudelleenkäynnistykset sekä muut ennalta arvioidut prosessi- tai operointiolosuhteet.
Hyväksytty menettelytapa
Koulutuksen ja pätevöinnin todentaminen tapahtuu annettujen ohjeiden ja ko. tilanteiden harjoittelun kautta.
Vaatimus
Toiminnanharjoittajalla on oltava dokumentoitu menettelytapa vuoronvaihtotilanteisiin.
Hyväksytty menettelytapa
Vuoronvaihto tapahtuu kasvokkain ohjeistetun kaavan tai suunnitelman mukaan hyödyntäen avoimen keskustelun lisäksi ennakkoon määriteltyjä operointi-, kunnossapito- ja turvallisuustietoja. Tietojenvaihtoon voidaan käyttää esim. tsekkilistoja, aluekarttoja, työlupaluetteloja, laitestatuksia, hälytystietoja, tilapäiset muutokset/ohitustiedot tms. Pelkkä avoin vuoropäiväkirja ei ole riittävä. Kasvokkain tapahtuvaan tiedonvaihtoon varataan riittävästi aikaa (aika ja paikka määriteltävä, 10-30 min).
Työvuoron palatessa pitkältä vapaalta töihin tai muun pitkän poissaolon jälkeen sekä vaativammat ylösajotilanteet tai muut poikkeavat prosessiolosuhteet voivat vaatia pidemmän tai perusteellisemmat vuoronvaihdon. Miehittämättömät laitokset huomioivat erityisesti kaikki tehdyt laitoskäynnit ja niistä saatavan tiedon välittämisen.
Esimerkkejä prosessiturvallisuuskriittisistä laitteista
Prosessiturvallisuuskriittisten laitteiden esimerkkilistaa voi hyödyntää tarkastuslistana ja ensivaiheen työkaluna, kun tunnistetaan prosessiturvallisuuskriittisiä laitteita tuotantolaitoksella.
Esimerkkilistaa käytettäessä on kuitenkin huomioitava prosessiturvallisuuskriittisten laitteiden yhteys tuotantolaitoksen vakaviin onnettomuusriskeihin ja niiden hallintaan. Kaikki listalla mainitut laitteet eivät ole välttämättä prosessiturvallisuuskriittisiä tuotantolaitoksen näkökulmasta, ja toisaalta laitoksella voidaan tunnistaa sellaisia laitteita prosessiturvallisuuskriittisiksi, joita ei ole huomioitu esimerkkilistassa.
Kiinteät ja mekaaniset laitteet
Hätäjäähdytys-, hätälaimennus-, hätätyhjennys-, hätäsekoitus- ja inertointijärjestelmät
Järjestelmä, jolla vaaralliset reaktiot voidaan estää, pysäyttää tai rajoittaa.
Kemikaalisäiliöt ja niiden osat
Rakenneosat, liitännät ja huolto-/tarkastusluukut. Säiliöiden turvalaitteet voidaan joissain tapauksissa lukea säiliöiden varusteisiin, muuten ne on kirjattava erillisiksi prosessiturvallisuuskriittisiksi laitteiksi (ylitäytönestin, tyhjennysventtiili, ali- ja ylipaineventtiili tms.)
Kemikaaliputkistot ja niiden osat
Putkiston osia ovat laipat, tiivisteet, paljetasaimet ja haaroituskappaleet. Putkistoon kuuluvat varusteet, kuten erilaiset venttiilit ja varolaitteet voidaan lukea putkistoon kuuluvuksi tai ne kirjataan erillisiksi prosessiturvallisuuskriittisiksi laitteiksi.
Letkut
Huomioitava erityisesti kemikaalien siirtoon käytettävät letkut, esim. täyttö- ja tyhjennystoiminnot.
Liekinvalvontalaitteet
Turvalaite, joka pysäyttää nestemäisen tai kaasumaisen kemikaalin virtauksen käyttölaitteeseen ja siihen liittyvään sytytyspolttimeen, jos valvottu liekki sammuu.
Paineenkevennyslaitteet
Räjähdyksen ylipaineen hallintaan ja vahinkojen ehkäisyyn liittyvät paineenkevennyslaitteet, räjähdysluukut tms. Huomioiden myös järjestelmään mahdollisesti liittyvät liekinestimet.
Pumput ja niiden osat
Tarkasteltava esim. kemikaalien siirtoon liittyvät pumput ja pumput, jotka liittyvät hätätilannetoimintaan. Pumpun osia ovat mm. tiivisteet, turvakytkimet.
Rekisteröitävät painelaitteet
Lakisääteisiä tarkastuksia edellyttävä laite. Huomioitava erityisesti vaarallista kemikaalia sisältävät painelaitteet. Kaikki painelaitteet eivät ole prosessiturvallisuuskriittisiä laitteita; laitteella tulee olla yhteys onnettomuusskenaarioon. Myös muille painelaitteille tulee tehdä tarkastukset.
Talteenotto-, puhdistus- ja soihtujärjestelmät
Häiriö- tai onnettomuustilanteessa käytettävät järjestelmät, jossa purkautuvat kemikaalit johdetaan turvalliseen paikkaan. Esimerkiksi talteenottosäiliöt, puhdistusjärjestelmät ja soihdut.
Varolaitteet
Varo-, turvasulkuventtiilit ja muut yli- ja alipaineelta suojaavat laitteet sekä vastavirtauksen estävät takaisku- ja liikavirtauksen estävät liikavirtausventtiilit. Huomioiden myös venttiileihin mahdollisesti liitetyt liekinestimet. Huom. venttiili voi estää kemikaalien virtauksen myös talous- tai luonnonvesiin.
Venttiilit
Sulku- ja erotusventtiilit
Rakenteet ja rakennustekniset järjestelmät
Kemikaalien käsittely ja varastointitilojen ja suojatilojen ilmanvaihtojärjestelmät
Huomioitava ilmanvaihtojärjestelmän tarkoitus ja tehtävä. Määrittely koskee sekä yleisilmanvaihtoa että kohdepoistoja.
Esimerkiksi syttyvien kaasujen käsittelytilassa tilaluokituksen ehtona oleva ilmanvaihto, myrkyllisen kaasun käsittelytilan alipaineistus tai terveydelle vaarallisen kemikaalin käsittelytilan ilmanvaihto. Määrittelyssä huomioitava koko ilmanvaihtojärjestelmä ml. ilmanvaihtokanavat, suodattimet ja koneet sekä niiden toiminnan varmistamiseen liittyvät laitteet, kuten virtausvahdit ja painemittaukset.
Kemikaalien leviämisen estämiseen tarkoitetut rakenteet
Esimerkiksi rakennuksen tiivistykset ja automaattisesti sulkeutuvat ovet.
Kemikaalivuotojen hallintajärjestelmät
Rakenteet ja järjestelmät, joilla on tarkoitus estää kemikaalivuodon leviäminen. Määrittelyssä huomioitava kaikki laitteet, rakenteet ja toiminnot, jotka liittyvät kemikaalivuodon hallitsemiseen. Esimerkkejä ovat mm. varoaltaat, vallitilat, kaivot, prosessilaatat, asfaltoinnit, kynnykset, lattiapinnat ja sulkuventtiilit.
Kiinteät paloturvallisuusrakenteet
Palon leviämisen ehkäisemiseen tarkoitetut rakenteet ja laitteet. Esimerkiksi rakennusten paloseinät ja palo-ovet sekä säiliöiden, laitteiden ja putkistojen paloeristykset ja palosuojatut tukirakenteet.
Rakennusten paineenkevennykset
Räjähdyksen ylipaineen hallintaan ja seurausten rajoittamiseen liittyvät kevennetyt seinärakenteet tai aukot.
Sammutusjätevesien hallintajärjestelmät
Laitoksella käytettävät järjestelyt on kuvattu sammutusjätevesien hallintasuunnitelmassa tai sisäisessä pelastussuunnitelmassa. Määrittely koskee kaikkia laitteita, rakenteita ja toimintoja, jotka liittyvät sammutusjätevesien ympäristövahinkojen ehkäisemiseen. Esimerkiksi altaat, viemärit, venttiilit, pumput, sulkulaitteet ja asfalttipinnoitteet.
Valvomot, suojatilat sekä niiden ilmanvaihto- ja ylipaineistusjärjestelmät
Laitteistot jotka mahdollistavat henkilöstön suojautumisen myrkyllisten kaasujen päästöltä sisätilaan, huomioiden rakenteiden tiiveys, kaasumittaukset, ilmanvaihdon pysäytys, ilmanvaihtokanavan sulkeminen sekä tilojen ylipaineistukseen liittyvät järjestelmät.
Paloturvallisuuslaitteet
Automaattinen paloilmoitinjärjestelmä
Lakisääteisiä tarkastuksia edellyttävä laite. Paloilmoitinjärjestelmät, jotka valvovat kemikaalien käsittely- ja varastointitiloja tai laitoksen ohjaamisen ja valvontaan liittyviä tiloja.
Esim. toimisto- tai kunnossapitorakennuksessa oleva paloilmoitinlaitteisto ei ole prosessiturvallisuuskriittinen laite. Jos järjestelmää ei ole kytketty hätäkeskukseen käytetään termiä automaattinen palovaroitinjärjestelmä.
Automaattiset sammutuslaitteistot
Lakisääteisiä tarkastuksia edellyttävä laite. Automaattiset sammutusjärjestelmät, jotka on tarkoitettu kemikaalien käsittely- ja varastointitilan palon sammuttamiseen ja leviämisen estämiseen.
Vaahdotus-, vesivalelu- ja jäähdytysjärjestelmät
Esimerkiksi syttyvien nesteiden tai kaasujen säiliöiden suojaamiseen tarkoitetut vesisuihkutuslaitteistot sekä säiliöiden ja säiliöalueiden sammutus-, jäähdytys- ja torjuntajärjestelmät. Myös täyttö- ja tyhjennyspaikkojen vaahdotus- ja vesivalelujärjestelmät.
Sähkö- ja automaatiolaitteet
Hälytysjärjestelmät
Mittauksesta tai ilmaisimesta ja hälytyslaitteesta koostuvat järjestelmät, joilla tuotantolaitoksella työskenteleviä varoitetaan vaaratilanteesta. Myös tuotantolaitokselta ohjatut, väestön varoittamiseen tarkoitetut hälytys- ja kuulutusjärjestelmät, joilla voidaan varoittaa ympäristössä olevia ihmisiä.
Hätäpysäytysjärjestelmä
Prosessin alasajon tai toimintojen turvallisen keskeyttämisen toteuttava toiminto. Käynnistetään manuaalisesti (esim. hätäpysäytyspainike) tai automaatiojärjestelmästä.
Katodi- ja anodisuojaukset
Säilöiden korroosiosuojaukseen tarkoitetut järjestelmät.
Kiinteät kaasunilmaisimet ja muut vuotojen tai vaaratilanteiden havaitsemiseen tarkoitetut laitteet
Kaasunilmaisimet, (LEL, happi, myrkyllinen kaasu jne.) sekä muut vuotojen tai vaaratilaiden havaitsemiseen liittyvät järjestelmät ml. kamerajärjestelmät.
Käyttöautomaatiojärjestelmässä toteutetut turvatoiminnot ja lukitukset
Käyttöautomaatiojärjestelmässä toteutetut toiminnot, joilla on prosessiturvallisuuden kannalta kriittinen tehtävä.
Maadoitus- ja potentiaalintasausjärjestelmät
Staattisen sähkön aiheuttaman syttymisvaaran vuoksi asennetut järjestelmät. Myös salamaniskun varalta toteutetut järjestelmät.
Turva-automaatiojärjestelmä/turva-automaatiotoiminnot
Käyttöautomaatiojärjestelmästä erillisessä turva-automaatiojärjestelmässä toteutetut turvatoiminnot. Määrittely sisältää mittalaitteet, logiikkaosat ja toimilaitteet, myös kaikki liitännät ja virtalähteet.
Varaenergiajärjestelmät
Prosessiturvallisuuden kannalta kriittisten toimintojen ylläpitoon tarkoitetut järjestelmät.
Ylitäyttöjä estävät järjestelmät
Säiliön täytön automaattisesti pysäyttävä järjestelmä. Esimerkiksi erillisestä pintakytkimestä ja turvareleestä koostuva järjestelmä.
katso myös
Prosessiturvallisuusjärjestelmän arviointityökalu toiminnanharjoittajalle (xlsx, päivitetty 10.3.2025)