Kohderyhmä: Kemikaaliputkistojen tilaajat ja valmistajat.
Kuvaus: Oppaassa kerrotaan, miten vaarallisten kemikaalien putkiston suunnittelu, valmistus, käyttö, kunnossapito ja dokumentointi tulee toteuttaa, jotta se täyttää lainsäädännön vaatimukset.
Julkaisupäivämäärä: 1.6.2023
Tässä oppaassa kerrotaan, miten vaarallisten kemikaalien putkiston suunnittelu, valmistus, käyttö, kunnossapito ja dokumentointi tulee toteuttaa täyttääkseen lainsäädännön vaatimukset. Tavoitteena on lisätä putkiston tilaajan ja valmistajan tietämystä kemikaaliputkistojen vaatimuksista painelaite- ja kemikaaliturvallisuussäädöksissä.
Kemikaaliturvallisuussäädösten mukaan vaarallisten kemikaalien putkistoihin sovelletaan vähintään painelaitesäädösten tarkoittaman PED-luokan I vaatimustasoa, vaikka putkistot eivät painelaitesäädösten mukaan kuuluisikaan luokan I vaatimusten piiriin tai ylipaine on enintään 0,5 bar. Näin ollen kemikaaliputkistojen on täytettävä painelaitedirektiivissä mainitut olennaiset turvallisuusvaatimukset.
Oppaan keskeisen osan muodostaakin painelaitelainsäädännöstä tulevien putkiston suunnittelua, mitoitusta, valmistusta ja arviointia koskevien vaatimusten esittely.
Putkiston tilaajan tulee edellyttää asianmukaista suunnittelua, valmistusta ja tarkastusta sekä vaatia näistä osoituksena asiakirjat. Asiakirjojen perusteella osoitetaan, että putkisto täyttää PED:n olennaiset turvallisuusvaatimukset. Oppaassa esitetyt asiakirjat ovat toiminnanharjoittajalle tärkeitä myös laitoksen kunnossapidon järjestämiseksi sekä tulevien muutosten suunnittelussa.
Huomiota on kiinnitetty yksilöivästi hönkä- ja hajukaasuputkistojen turvallisuusvaatimuksiin sekä putkiston mitoitukseen ja tarkastukseen liittyviin käytäntöihin. Lisäksi on esitelty laitosalueen ulkopuolella kulkevien putkistojen säädösvaatimuksia ja lupamenettelyjä.
Maakaasu-, nestekaasu- ja öljylämmityslaitteistojen putkistot suunnitellaan ja valmistetaan omien säädöstensä mukaisesti. Vedyn siirtoputkistoa koskevan lainsäädännön soveltamisesta saa lisätietoa Tukesilta.
Oppaan liitteissä on lisätietoja kemikaaliputkiston suunnittelun ja valmistuksen eri vaiheista sekä esimerkit putkiston valmistajan vakuutuksesta ja putkistokirjan sisällöstä.
Tästä oppaasta on tehty tiivistelmä (pdf), jossa esitetään yleiskuva oppaassa kerrotuista asioista.
2 Termit
CLP-asetus EY:n asetus n:o 1272/2008 aineiden ja seosten luokituksesta, merkinnöistä ja pakkaamisesta.
REACH-asetus EY:n asetus n:o 1907/2006 kemikaalien rekisteröinnistä, arvioinnista, lupamenettelyistä ja rajoituksista.
PED Direktiivi 2014/68/EU painelaitteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä, ns. painelaitedirektiivi.
Painelaiteasetus Valtioneuvoston asetus painelaitteista (1548/2016). Asetus ei sisällä PED:n liitteitä, joten niiden osalta tiedot on katsottava PED:stä.
Putkisto Tässä oppaassa putkistolla tarkoitetaan vaarallisten kemikaalien putkistoa. Putkistoon kuuluvat putket ja putkiston osat, kuten laipat, tiivisteet, paljetasaimet ja haaroituskappaleet sekä putkiston varusteet, kuten venttiilit, suodattimet ja varo- ja valvontalaitteet. (Tämä määritelmä poikkeaa painelaiteasetuksen, PED:n ja yhdenmukaistettujen standardien määritelmästä.)
Hönkä- ja hajukaasuputki Hönkä on vaaralliseksi luokiteltujen höyryjen, sumujen ja kaasujen sekä ilman ja mahdollisen inertointikaasun muodostama seos. Hönkäputki on tällaisten vaarallisiksi luokiteltujen aineiden ja/tai seosten siirtoon tarkoitettu putkisto.
Putkiston valmistaja Luonnollinen henkilö tai oikeushenkilö, joka valmistaa taikka suunnitteluttaa ja/tai valmistuttaa putkiston. Putkistolla voi olla vain yksi valmistaja eli valmistajan vastuuta ei voi jakaa.
Riskin arviointi Riskin arvioinnin tarkoituksena on kemikaali- ja painelaitesäädösten turvallisuusvaatimusten asianmukainen soveltaminen toimenpiteineen, jotta vältyttäisiin putkiston vaurioitumiselta ja sen aiheuttamilta vuodoilta. Riskin arviointiin kuuluu putkiston vaarojen tunnistaminen ja niiden toteutumisen todennäköisyyden arviointi. Tämän jälkeen määritetään tarvittavat riskiä pienentävät toimenpiteet.
Vaarallinen kemikaali
ainetta tai seosta, joka tulee luokitella tai merkitä CLP-asetuksen (EY) N:o 1272/2008 mukaisesti
tai josta on toimitettava käyttöturvallisuustiedote REACH-asetuksen mukaisesti; kemikaalien luokitus selviää käyttöturvallisuustiedotteen kohdasta kaksi
tai muuta palavaa nestettä, kun leimahduspiste on 60–100°C.
Jos kemikaalin ainoa vaaraominaisuus on paineenalainen kaasu (esim. typpi tai argon), sitä ei katsota kemikaaliturvallisuuslainsäädännön alaiseksi vaaralliseksi kemikaaliksi. Näin ollen ko. putkistoon ei sovelleta vaatimusta PED I tasosta (856/2012 47 §).
Painelaitesäädöksissä mainitut sisällöt (aineet ja seokset) Painelaitesäädöksissä putkiston sisältö jaetaan vaarallisuuden perusteella ryhmiin 1 ja 2 poiketen yllä mainitusta määritelmästä. Painelaitteiden kannalta vaarallisimmat kemikaalit kuuluvat ryhmään 1.
Vaatimustenmukaisuusvakuutus Vakuutus, jonka putkiston valmistaja laatii kemikaaliputkistolle, joiden 1-luokan vaatimus tulee kemikaaliturvallisuuslainsäädännöstä ja joita ei tästä syystä merkitä CE-merkillä.
EU-vaatimustenmukaisuusvakuutus Vakuutus, jonka putkiston valmistaja laatii PED:n mukaan valmistetulle ja CE-merkittävälle kemikaaliputkistolle.
3 Putkiston hankinta
Putkiston on oltava tiivis ja luja sekä kestettävä varastoitavan kemikaalin vaikutusta. Putkiston on kestettävä myös häiriötilanteista aiheutuvia rasituksia niin, että varastoitavat kemikaalit eivät pääse vuotamaan putkiston ulkopuolelle. Kemikaalien materiaaleja syövyttävät ominaisuudet saattavat vaihdella lämpötilojen ja pitoisuuksien mukaan. Putkistorakenteessa otetaan huomioon varastoitavan kemikaalin ominaisuuksista aiheutuvat putkistorakenteen erityisvaatimukset. Tällaisia ovat esim. peroksidin ja palavien nesteiden putkistojen räjähdysluukut.
Käyttämällä Tukesin hyväksymää standardia putkiston valmistaja, maahantuoja tai tilaaja pystyy varmistamaan ja osoittamaan, että putkisto täyttää edellä mainitut vaatimukset. Tukes julkaisee luetteloa hyväksymistään standardeista verkkosivulla. Jos putkisto suunnitellaan ja mitoitetaan standardin mukaan, standardia tulee noudattaa kokonaisuudessaan ja putkiston sisällön aiheuttamat erityisvaatimukset tulee ottaa huomioon.
Putkiston valmistus tai muutostyön teettäminen edellyttää, että tilaaja ja toimittaja määrittelevät hankinnan ja kirjaavat tilaukseen vastuullisen valmistajan, toimituslaajuuden, teknisen erittelyn ja vaaditut asiakirjat sekä riskin arvioinnin suorittajan.
3.1 Putkiston valmistaja
Putkistosta kokonaisvastuun ottava valmistaja on syytä määritellä ja kirjata sopimuksiin jo putkiston hankinnan alkuvaiheessa. Putkiston valmistajan vastuuta ei voi jakaa, vaan putkistolla voi olla vain yksi valmistaja. Putkiston valmistaja ottaa vastuun koko putkistosta suunnittelusta lopputarkastukseen asti. Myös vaatimustenmukaisuusvakuutus annetaan koko putkistosta eli ei esim. erikseen suunnittelusta ja urakoinnista.
Putkiston valmistajaksi nimetty ottaa vastuun putkiston koko valmistusprosessista eli
suunnittelusta
valmistuksesta
asennuksesta
tarkastuksista ja
dokumentaatiosta.
3.2 Putkiston riskien arviointi
Riskien arvioinnin avulla tunnistetaan ja määritetään putkiston sijoituksesta ja kuormituksesta aiheutuvat mahdolliset vaaratilanteet, joita saattaa esiintyä, kun putkisto asennetaan ja sitä käytetään kohtuudella ennakoitavissa olevissa olosuhteissa. Riskeihin vaikuttavia olosuhteita ovat esimerkiksi putkiston sisältö, paine, lämpötilat, korroosio, tuenta ja liikenne- ja lumikuormat.
Riskien hallinnassa tulee noudattaa seuraavia periaatteita:
Ensisijaisesti vaarat poistetaan tai niitä pienennetään mahdollisuuksien mukaan.
Määritellään ja toteutetaan suojaustoimenpiteet niiden vaarojen osalta, joita ei voida poistaa.
Laaditaan asiakirjat jäljelle jäävistä vaaroista ja turvallisesta käytöstä (käyttöohjeet sekä tarkastus- ja huolto-ohjeet, merkinnät laitteisiin jne.).
Riskien arvioinnin tekijän tulee olla pätevä laatimaan kemikaaliputkistoille näitä selvityksiä ko. teollisuuslaitoksessa. Putkiston tilanneen toiminnanharjoittajan tulee hankkeen alussa ja tarvittaessa myöhemminkin varmistua, että putkistolle tai laitekokonaisuudelle on tehty asianmukainen riskien arviointi ja että valittuja turvallisuusratkaisuja noudatetaan suunnittelu-, valmistus- ja asennusvaiheessa. Arvioinnit on suositeltavaa tehdä yhteistyössä putkiston tilaajan ja valmistajan kesken. Putkiston valmistaja vastaa putkiston riskinarvioinnista, mutta valmistaja saa riskien arviointia varten tarvitsemansa tiedot tilaajalta.
3.3 Putkiston suunnittelu
Putkiston tarkempi suunnittelu edellyttää mm. seuraavien asioiden huomioimista:
Putkiston sijoitus
Riskinarvioinnin tulokset
Käyttötarkoituksesta aiheutuvat seikat
paineen ja lämpötilan vaihtelut
eristys tai maalaus
putkiston halkaisija, käyttöpaine ja sisältö (kemikaali)
Käyttöolosuhteet
normaali käyttö
satunnaiset kuormat
kunnossapito ja tarkastustilanteet (esim. puhdistamisesta tulevat kuormat)
poikkeukselliset käyttöolosuhteet
testiolosuhteet
Varustelu
Asennus
esivalmistuksen tarpeet
Turvallinen käsittely ja käyttö
täyttö- ja tyhjennysmahdollisuudet
varotoimet sallittujen raja-arvojen ylittyessä
tyhjennys- ja ilmausmenettelyt
Putkiston osien mitoitus voidaan tehdä joko laskentamenetelmällä (kaavat, FEM, murtumamekaniikka) tai kokeellisella suunnittelumenetelmällä. Suunnittelussa on otettava huomioon kaikki käytönaikaiset ja kohtuudella ennakoitavissa olevat kuormitukset ja olosuhteet. Laskentamenetelmässä on otettava huomioon erityisvaatimuksia, joita ovat esimerkiksi rakenneaineiden sallitut jännitykset, hitsausliitosten lujuuskertoimet ja koepaine. Putkiston luonnolliset mutkat tasaavat putkiston lämpöliikkeitä riittävästi, kun tämä huomioidaan kiintopisteiden ja ohjausten sopivalla sijoittelulla.
Putkistolle tehdään joustavuusanalyysi, kun halutaan varmistaa putkigeometrian ja kannakoinnin toimivuus. Sen tarkoitus on varmistaa, että putkisto on turvallinen käyttää kaikissa ennakoitavissa olevissa kuormitustilanteissa. Joustavuusanalyysillä selvitetään esim. putkiston jännitystiloja eri kohdissa, laippaliitosten ja herkkien laitteiden kuormituksia, lämpölaajenemisen aiheuttamia siirtymiä, varoventtiilien purkautumisesta aiheutuvien voimien vaikutusta, resonanssivaaran mahdollisuutta ja putkiston värähtelyherkkyyttä.
Putkistojen erityisvaatimukset
Tavanomaisten painelaitteiden olennaisten turvallisuusvaatimusten lisäksi putkistoille on asetettu erityisvaatimuksia, jotka suunnittelussa ja valmistuksessa on otettava huomioon:
Liian suurista liikkeistä tai voimista aiheutuva, esimerkiksi laippoihin, liitoksiin, letkuihin ja palkeisiin kohdistuva ylikuormitusvaara tulee olla riittävästi hallittu esimerkiksi tukien, vahvikkeiden, kiinnikkeiden, ohjaimien ja esijännityksen avulla.
Jos putkien sisällä on kaasumaisten kemikaalien kondensoitumisvaara, tyhjennys ja saostumien poistaminen alimmista kohdista tulee olla mahdollista paineiskujen ja korroosion välttämiseksi.
Pyörteisestä virtauksesta ja pyörteiden muodostuksesta aiheutuvat mahdolliset vahingot, kuten eroosio tai voimakas kuluminen.
Jos putkisto sisältää painelaitteen luokituksen ryhmän 1 aineita, sellaiset tyhjennys- ja purkuputket, jotka kokonsa vuoksi aiheuttavat merkittäviä vaaroja, eristetään ympäristöstä asianmukaisin menetelmin.
Väärään aikaan tapahtuvan tyhjennyksen vaara vähennetään mahdollisimman pieneksi; päästökohdissa on niiden kiinteässä osassa oltava selkeä merkintä sisällöstä.
Maanalaisten putkistojen sijainti ja reitti on esitetty teknisissä asiakirjoissa, jotta huolto, tarkastus tai korjaus voidaan tehdä turvallisesti. Lisäksi putkisto, sen reitti ja suojaukset tulee suunnitella siten, ettei putkistoon kohdistu ylimääräisiä kuormituksia tai rasituksia. Putkiston sijainti tulee merkitä alueella pysyvin ja selvin merkinnöin.
Käynnistys, alasajo, höyrytykset, huuhtelut ja pesut sekä muut poikkeavat, kohtuudella odotettavissa olevat prosessiolosuhteet on otettava huomioon putkiston suunnittelussa.
Hönkäputkien osalta sisäpuolisen syttyminen ja räjähdys sekä niiden aiheuttamat kuormitukset.
3.3.1 Putkiston sijoitus
Putkiston turvallisella sijoituksella pyritään estämään vuotojen syntymistä ja putkistosta muille laitteistoille aiheutuvaa vaaraa. Putkiston sijoitussuunnittelua lähdetään tekemään prosessikaavion, virtauskaavion, rakennuspiirustusten ja päälaitesijoittelun perusteella. Putkiston sijoitussuunnittelussa on syytä huomioida ainakin seuraavat seikat:
Putkiston suunnittelulle on varattava riittävästi aikaa.
Putkistoon ulkopuolelta kohdistuva mekaaninen tai kemiallinen rasitus
Laitteet, jotka voivat aikaansaada putkiston sisällön kuumenemisen
Etäisyydet liikenneväyliin, sähkölinjoihin ja palavia tai syövyttäviä kemikaaleja sisältäviin laitteistoihin
Riittävä etäisyys muihin laitteistoihin näiden kunnossapidon (esim. telineet ja nostimet) ja pelastustoimen varmistamiseksi
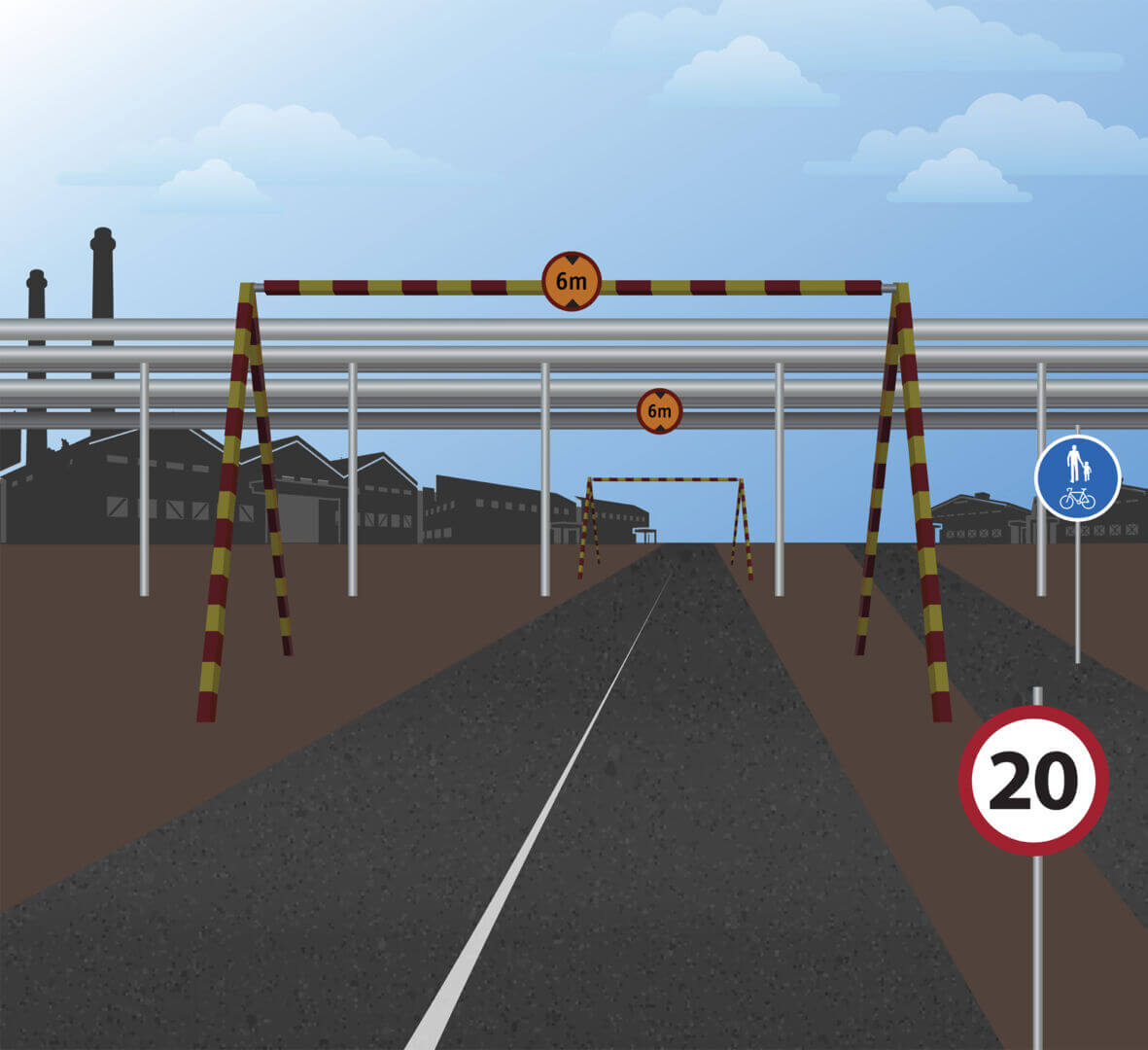
Putken tai putkisillan on oltava vähintään 6 m korkeudella tien yläpuolella
Kemikaaliputkistoja ei saa sijoittaa rakennusten perustuksiin eikä seinärakenteiden sisään läpivientejä (putken suojaus ja paloeristys) lukuun ottamatta. Läpivienneissä putkea ei saa haaroittaa eikä putkessa saa olla liitoksia läpiviennin kohdalla.
Eristysten ja lämpölaajenemisen vaatima tila
Vietot, joiden toteutus putkiin voi vaatia suuren korkeuseron huomioimista pitkällä matkalla
Putkistot sijoitetaan ja varustetaan niin, että vuodon seuraukset ovat mahdollisimman pienet. Tällöin tulee ottaa huomioon mm:
Putkien reititys tehdas- tai varastoalueella
Putkisto voi kulkea tuotantotilojen välillä, joissa on erilaiset olosuhteet
Putkien sijoittelu putkisillalla; esim. syövyttäviä kemikaaleja sisältävät alas ja kaasuputket ylös, keskenään reagoivat erilleen
Putkien lämpölaajeneminen ja kannakoinnin riittävä mitoitus (huomioiden höyrytys ja muu puhdistus)
Mahdolliset vuodot eivät joudu kuumille pinnoille, sähköjohtojen päälle tai kosketuksiin muiden syttymislähteiden kanssa tai aiheuta muuta vaaraa
Kaksinkertainen vuodonhallinta pohjavesialueella (esim. sekä suojaputki että tiivis asfaltti putkilinjan alla)
Tyypillisten vuotopaikkojen (yhteet, venttiilit, suodattimet, pumput ja muut varusteiden liitäntäkohdat) sijoitus valitaan siten, että vuodot pystytään havaitsemaan ja vuodon pääsy maaperään tai vesistöön estämään.
Kemikaaliputkistot sijoitetaan ensisijaisesti maan päälle. Maanpäällisen putkiston tarkastaminen, valvonta ja kunnossapito ovat luotettavammin ja helpommin toteutettavissa kuin maanalaisen putkiston. Sijoituksen turvallisuus toteutetaan hyvällä suunnittelulla sekä järjestelmällisellä vaarojen kartoituksella ja analysoinnilla mahdollisten vuoto- ja vauriokohtien selvittämiseksi.
3.3.1.1 Maanalainen putkisto
Kemikaaliputken saa sijoittaa maan alle vain, jos se tuoteominaisuuksien, käyttötekniikan tai turvallisuuden vuoksi on perusteltua. Tällöin kemikaaliputki tulee sijoittaa suojaputkeen tai -kanaaliin, johon päässeet vuodot voidaan havaita esim. vuotoanturin avulla ja johtaa hallitusti turvalliseen paikkaan.
Maanalaiset putkistot on sijoitettava niin, ettei niihin kohdistu ulkopuolelta sellaista mekaanista rasitusta, että ne voisivat vaurioitua. Sijoituksessa otetaan huomioon liikenneväylät ja raskaasti liikennöidyt alueet ja niiden mahdollisesti vaatima erityinen suojaustaso. Maahan upotettujen putkien liitokset tulee tehdä pysyvinä liitoksina.
Asennuksessa on otettava huomioon maan routiminen ja rakenteiden mahdollinen liikkuminen. Putkisto on tarvittaessa lämpöeristettävä, jotta putkessa siirrettävän aineen ominaisuudet eivät muutu ja jotta putki ei jäätymisen takia vaurioidu.
Maanalaisen putkiston etäisyys maanalaisista säiliöistä, muista putkistoista, rakenteista ja rakennuksista, salaojista, sähköjohdoista ja viemäreistä on oltava sellainen, että laitteiden käyttö sekä korjaus- ja kunnossapitotyöt ovat mahdollisia toisia rakenteita vahingoittamatta. Etäisyyden putkistoon kuulumattomaan vaarallisen kemikaalin säiliöön tulee olla vähintään 2 m, rakennuksen perustukseen tai muuhun vastaavaan rakenteeseen vähintään 0,6 m ja tontin rajaan vähintään 1 m.
3.3.1.2 Putkisilta
Kemikaaliputkistoja joudutaan joskus johtamaan pidempiä matkoja ulkona säiliöltä käyttökohteeseen tai rakennuksesta toiseen. Putkistot tehdään maanpäällisinä ja sijoitetaan putkisillalle. Kemikaalien siirtoputkisto voi kulkea tuotantolaitoksen alueen ulkopuolella teollisuusalueiden tai yleisten alueiden halki, teiden yli tai siltojen ali.
Putkisilta mitoitetaan riittävän tukevaksi huomioiden putkiston ja sen sisällön massa sekä tuuli- ja lumikuorma sekä muut luonnonilmiöt. Putkisilta palosuojataan tarvittaessa.
Putkisillan alituskorkeus kulkureittien kohdalla on vähintään 6 m ja se merkitään putkisiltaan nähtäville molemmista kulkusuunnista. Lisäksi alimmassa putkessa on hyvä olla heijastava tarramerkintä. Putkisillan tukipilarit suojataan törmäyksiltä. Putkisillan alituskohdalle suositellaan lisättäväksi putkisillasta ja siinä kulkevista putkistoista poikkileikkauskuva, johon merkitään putkistojen sisällöt.
Putkisillalla kulkevat putkistot on hyvä suojata lumen, jään, oksien ym. kerääntymiseltä putkien päälle esim. kattamalla putkisilta viistolla katteella. Putkisilta jätetään ylä- tai alaosastaan tuulettuvaksi huomioiden sillä kulkevien kemikaalien ominaisuudet. Tällöin putkistovuodoista vapautuva kaasu ei keräänny katteen alle, vaan pääsee haihtumaan turvallisesti.
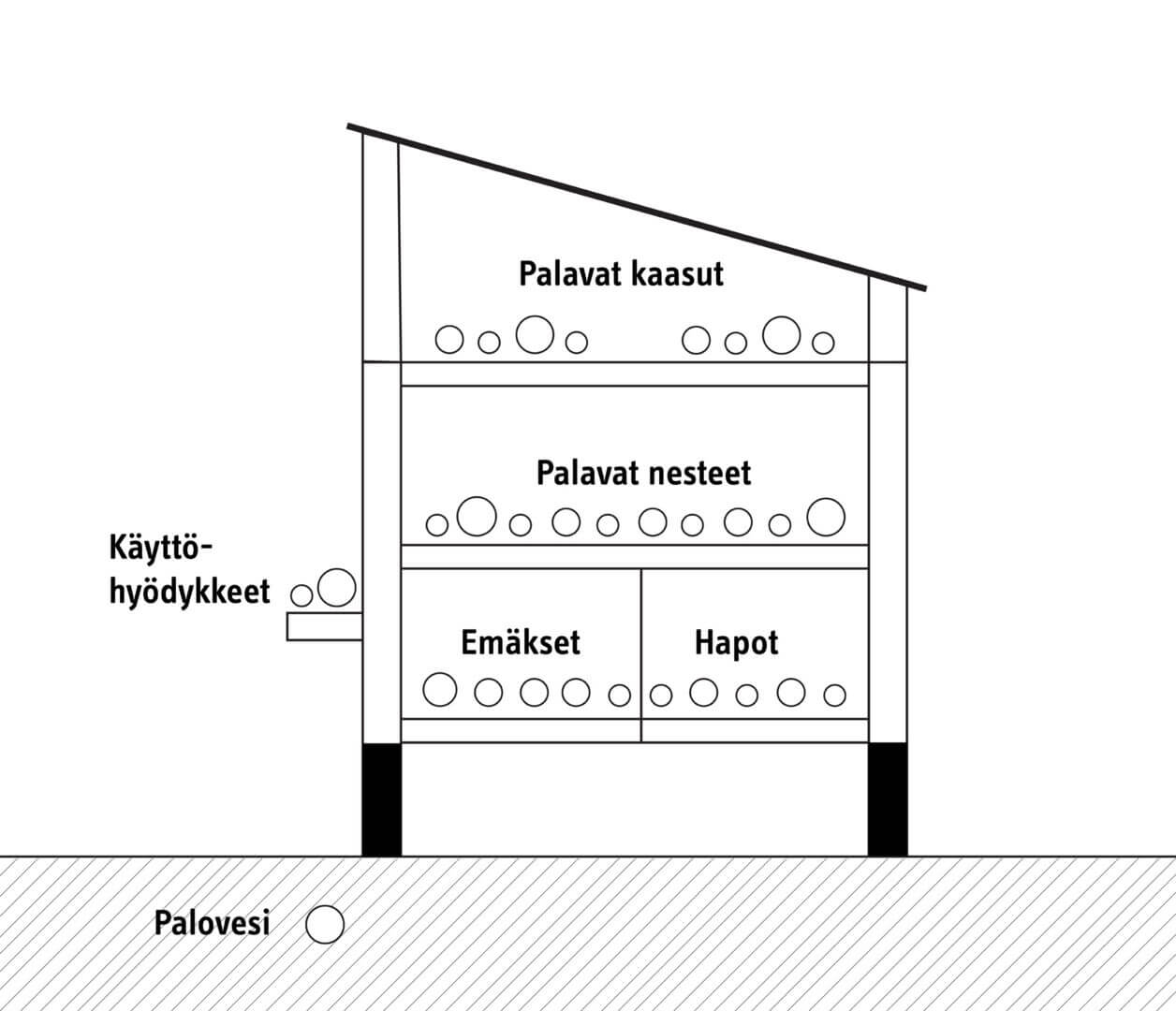
Putkisillalla putkistot sijoitetaan toisiinsa nähden niin, että kaasumaisten kemikaalien putkistot ovat ylimpänä ja syövyttävien alimpana. Syövyttävää kemikaalia ei siten vuototilanteessa valu muiden putkistojen päälle. Palavien kemikaalien putkistot sijoitetaan putkisillalla mahdollisuuksien mukaan erilleen muista kemikaaleista.
Putkistojen varusteet (venttiilit, mittarit jne.) sijoitetaan helposti luokse päästäviin paikkoihin. Kemikaaliputkien alku- ja loppupään liitynnät tehdään laippaliitoksella, jolloin koko linjan erottaminen sokeoinnilla on mahdollista.
Vuodonhallinnasta on huolehdittava myös putkisillan kohdalla. Pohjavesialueilla putkisilta sijoitetaan kokonaan päällystetyn pinnan yläpuolelle. Muilla alueilla pinnoitus on tarpeen ainakin yhteiden, avattavien liitosten ym. mahdollisten vuotokohtien alla. Vuodot voidaan saada talteen myös sijoittamalla putkistot suojaputken sisään tai vuotokourun päälle. Tällöin varmistetaan riittävä kaato niin, että vuotava kemikaali valuu valittuun havaintopisteeseen.
Kuva 1. Putkisilta merkintöineen.
Kuva 2. Putkiston sijoitus putkisillalla.
3.3.2 Putkiston materiaali
Putkistojen valmistuksessa käytettävien materiaalien on oltava tarkoitettuun käyttöön soveltuvia putkistojen suunnitellun käyttöiän ajan. PED:n olennaisissa turvallisuusvaatimuksissa esitetään materiaalien yleiset vaatimukset. Paineenalaisiin osiin tarkoitettujen materiaalien tulee olla riittävän sitkeitä ja lujia sekä iskusitkeysominaisuuksiltaan sellaisia, ettei haurasmurtumaa putkiston käyttöolosuhteissa esiinny. Putkiston ja sen varusteiden materiaalien tulee kestää riittävästi sisällön kemiallisia vaikutuksia. Materiaalien käyttöturvallisuuden kannalta välttämättömät kemialliset ja fyysiset ominaisuudet eivät saa merkittävästi muuttua putkiston tai laitteiden suunnitellun käyttöiän aikana.
Putkistovalmistajan on määriteltävä arvot, joita käytetään suunnittelulaskelmissa sekä materiaalien ja niiden käsittelyn olennaiset ominaisuudet. Materiaaleja koskevat tiedot on liitettävä teknisiin asiakirjoihin.
Putkiston valmistuksessa on suositeltavinta käyttää yhdenmukaistettujen EN-standardien mukaisia materiaaleja ja osia. Mikäli näitä materiaaleja ei ole käytettävissä, voidaan materiaali hyväksyttää myös ns. materiaalin erityisarvioinnin (PMA) mukaisesti. Tämä hyväksyntä on haettava ennen putkiston valmistusta.
3.3.2.1 Metalliputkistot
Teräksen katsotaan olevan riittävän sitkeää, jos sen murtovenymä standardimenetelmällä tehdyssä vetokokeessa on vähintään 14 % ja iskusitkeysenergia ISO V-koesauvalla tehtynä vähintään 27 J. Koe tehdään lämpötilassa, joka on alle alimman suunnitellun käyttölämpötilan (kuitenkin korkeintaan 20 °C).
Materiaalien ainestodistukset
Valmistajan on varmistettava, että putkistoon käytettävä materiaali on spesifikaatiossa edellytettyjen vaatimusten mukainen. Kaikista materiaaleista on saatava materiaalivalmistajan laatimat asiakirjat, jotka todistavat yhdenmukaisuuden annetun vaatimuksen kanssa.
Kemikaaliputkistojen (painelaiteluokka I) paineellisten osien materiaalista tulee olla vähintään todistus 2.2. Samoin hitsauslisäaineilta edellytetään todistusta 2.2. Jos kyseessä on luokkiin II-III kuuluva putkisto, todistuksen tulee olla tasoa 3.1. Erona näillä todistuksilla on materiaalitarkastusten laajuus: 2.2.-todistus sisältää valmistusmenetelmäkohtaiset tarkastukset, 3.1.-todistus toimituseräkohtaiset tarkastukset. Myös painelaitteen liitososille (ruuvit, mutterit) tulee olla asianmukaiset ainestodistukset. Lisätietoja ainestodistusten määräytymisestä on mm. painelaitedirektiivin soveltamisohjeissa, jotka ovat nähtävissä Tukesin sivuilla.
3.3.2.2 Muoviputkistot
Muoviputkistoille sovelletaan tässä oppaassa edellä esitettyjä menettelyjä. Muoviputkistot suunnitellaan, valmistetaan ja asennetaan PED:n olennaisia turvallisuusvaatimuksia noudattaen. Muoviputkistoista toimitetaan tilaajalle pysyvien liitosten testausten asiakirjat, mallikappaleiden koestuspöytäkirjat (esim. lujitemuoviset T-haarakappaleet) ja todennus liitostyön tekijän pätevyydestä, joka on varmistettu käytettävän liitosmenetelmän näytetyöllä.
Kerta- ja kestomuovisille putkistoille muovihitsaajan pätevyys, silmämääräinen tarkastus sekä paine- ja tiiviyskoe ovat käytännössä tärkeimpiä menettelytapoja liitosten laadun varmistamiseksi. Kerta- ja kestomuovisia putkistoja valmistettaessa voidaan lisäksi tehdä rikkovaa aineenkoetusta esim. sellaisille putkiosille tai -kappaleille, jotka on poistettu putkistosta yhteitä tai vastaavia putkisto-osia liitettäessä. Putkiston tilaajan on pyydettävä asiakirjat näistä tarkastuksista. Kertamuoviputkistojen vaatimustenmukaisuuden varmistamista kuvaillaan tarkemmin Tukesin oppaassa Kestomuoviset kemikaaliputkistot.
3.3.3 Putkiston varusteet
Putkiston varustelulla tarkoitetaan esim. sulkuventtiilejä, suodattimia, pumppuja, määrämittareita ja varolaitteita. Näiden laitteiden suunnittelussa ja sijoituksessa otetaan huomioon itse laitteen paineen, lämpötilan ja kemikaalinkestävyyden lisäksi myös putkiston käytöstä aiheutuvat rasitukset, kuten tärinä, lämpölaajeneminen, mekaanisen suojauksen ja kunnossapidon vaatimukset. Varusteiden valinnassa huomioidaan myös putkiston sisällön mahdollisesti aiheuttama räjähdysvaarallinen tila, jolloin varusteiden on oltava Ex-tilaan sopivia.
Putkiston paine ei saa nousta yli suunnitteluarvojen. Suunnittelussa ja varustelussa otetaan huomioon myös sisällön lämpölaajenemisen vaikutus ja tarvittaessa putkisto varustetaan ylipaineventtiilillä tai muulla vastaavalla suojausjärjestelyllä. Jos siirtopumpun paineputkeen on asennettu sulkuventtiili, eikä siirtopumppua ole varustettu sisäänrakennetulla ohivirtausventtiilillä, asennetaan pumpun ja sulkuventtiilin väliseen putkeen ylipaineventtiili, josta virtaava neste pääsee purkautumaan esteettömästi säiliöön tai muuhun turvalliseen paikkaan. Jos sulkuventtiili tai muu laite voi estää lämpenevän nesteen laajenemista tai jos putkistossa on lämmitin, putkisto tai lämmitin varustetaan ylipaineventtiilillä, jonka kautta laajeneva neste pääsee purkautumaan esteettömästi säiliöön.
3.3.4 Kannakointi ja tasaimet
Putkisto kiinnitetään rakenteisiin kannakoimalla. Kannakointi pitää putkiston halutussa sijainnissa, mutta myös siirtää putkiston kuormia ja liikkeitä haluttuun suuntaan sekä estää haitallista heilahtelua ja värähtelyä.
Kannakoinnin vaatimukset huomioidaan jo putkiston sijoitussuunnitteluvaiheessa. Laitteiden sallimat voimat ja momentit saattavat rajoittaa kannakkeiden sijoittelua. Laitteisiin kannakointia voi rajoittaa myös laitteiden siirtämisen tarve esim. kunnossapidon yhteydessä.
Kannakoinnin ja kannakkeiden tyypin ja materiaalin suunnittelussa huomioidaan
kannakkeisiin kohdistuvat rasitukset
putkiston lämpötila ja sen vaihtelut
tärinä
kemialliset rasitukset
kannakkeisiin kohdistuva kuorma
itse putkiston ja sen sisällön paino (huom! koepainetilanne)
eristyksen paino
putkiston varusteiden paino (venttiilit ym.)
ulkona olevaan putkistoon tuuli- ja lumikuorma
putkiston liikkumistarve (kannakoinnille tuleva vaatimus putkiston liikkeiden vaimentamisesta)
standardien tarkemmat ohjeistukset esim. kuormitusluokista
kannakeluokka valitaan vaativimman putkiluokan mukaan, jos putkistoon kuuluu eri putkiluokan putkiston osia
Mikään tuentasuunta ei ole itsessään toista parempi (esim. kokonaan riippuva putkisto on herkkä liikkeille). Monipuolinen kannakointi sen sijaan varmistaa putkistolle riittävän tuen eri suunnista tulevia kuormituksia vastaan.
Putkistoon kohdistuvia kuormituksia lievennetään myös putkistoon asennettavilla tasaimilla. Tasaimen tyyppi valitaan tunnistettujen kuormitussuuntien perusteella. Esimerkiksi paljetasaimista aksiaalitasaimia käytetään kompensoimaan pituussuuntaisia liikkeitä ja niveltasaimilla säteensuuntaisia siirtymiä ja kulmapoikkeamia.
3.3.5 Ennakoitavissa olevat poikkeamatilanteet
Putkiston riskien arvioinnissa huomioidaan myös ennakoitavissa olevat poikkeamatilanteet ja käyttövirheet. Näihin varaudutaan parantamalla putkiston kykyä kestää rasituksia jo suunnitteluvaiheessa. Valmis, asennettu putkisto harvoin vastaa täysin suunniteltua, joten myös tämä on huomioitava riskejä arvioitaessa.
Paineisku aiheutuu virtausnopeuden nopeasta muutoksesta. Tähän voi olla syynä esim. pumpun käynnistyminen tai pysähtyminen tai venttiilin nopea avautuminen tai sulkeutuminen. Paineisku heijastuu putkessa edestakaisin aiheuttaen kitkaa ja muodonmuutosta. Paineiskuja voidaan ehkäistä ja niiden vaikutuksiin voidaan varautua esim. putkiston paineluokan valinnalla, venttiilien sulkeutumisnopeuden säädöllä, pumpun ohitusputkella ja syöttösäiliöillä. Kaasuputkissa on vesityksellä estettävä nesteen kerääntyminen putkeen, mikä voi aiheuttaa vesitulppia.
Putkistoon saattaa aiheutua yli- tai alipaine prosessihäiriöiden (kemiallinen reaktio, lämpötilan muutos, painemittauksen vikaantuminen tms.) seurauksena. Tähänkin varaudutaan putkiston paineluokan valinnalla, mutta myös yli- ja alipaineventtiileillä.
Voimakas lämpötilan muutos voi aiheuttaa myös muodonmuutoksia putkistossa. Lämpötilan suuret muutokset kohdistuvat tyypillisesti ulos sijoitettuihin putkistoihin. Lämpölaajeneminen huomioidaan putkiston suunnittelussa ja kannakoinnissa. Myös lämpötilaerot putkiston ja siihen liitetyn laitteen välillä aiheuttaa kuormitusta putkistoon.
Kannakoinnin pettämisestä aiheutuu usein myös putkiston rikkoutuminen ja kemikaalivuoto. Mahdolliset kemikaalivuodot huomioidaan putkistojen keskinäisessä sijoittelussa.
Putkiston korroosio tai eroosio on ennakoitavissa, kun tunnetaan putkiston materiaali, ulkoiset olosuhteet ja putkistossa virtaava kemikaali. Korroosion syntyyn voidaan vaikuttaa, kun tunnistetaan, mistä korroosiotyypistä (esim. piste-, galvaaninen-, rako-, raeraja- tai jännityskorroosio) todennäköisesti on kyse.
Muita huomioitavia poikkeamatilanteita ovat esim. varoventtiilien aukeamisesta aiheutuvat kuormitukset, pumppuryhmien erilaiset ajotavat ja kaasuputkien nestetäytön rasitukset kannakoinnille.
Putkiston eristeiden tai putkimateriaalin aiheuttama palokuorma on tunnistettava ja putkistoille käytetään mahdollisuuksien mukaan palamatonta eristemateriaalia.
3.4 Putkiston luokitus ja vaatimustenmukaisuuden arviointi
Vaarallisten kemikaalien teollista käsittelyä ja varastointia harjoittavissa tuotantolaitoksissa kemikaaliputkistot tulee olla suunniteltu ja valmistettu vähintään painelaitesäädösten luokan I vaatimustasoa vastaavasti.
Edellä mainittu vaatimus koskee myös laitosalueen ulkopuolisia siirtoputkistoja. Vedyn siirtoputkistoa koskevan lainsäädännön soveltamisesta saa lisätietoa Tukesilta. Siirtoputkistolle tehdään käyttöönotto- ja määräaikaistarkastukset, jotka suorittaa hyväksytty tarkastuslaitos. Putkistojen korjaus- ja muutostöissä noudatetaan painelaiteturvallisuusasetusta, ks. oppaan kappale 8.3.
Yksityiskohtaiset säännökset esitetään valtioneuvoston asetuksessa painelaitteista (1548/2016) eli ns. painelaiteasetuksessa, joka sisältää PED:n tekniset vaatimukset. Asetusta käytettäessä on huomattava, että se ei sisällä PED:n liitteitä, joten niiden osalta tiedot on katsottava direktiivistä.
Myös putkistoihin kuuluvat paineenalaiset lisälaitteet eli varusteet (esim. venttiilit) ja järjestelmää suojaavat varolaitteet kuten varoventtiilit ja murtokalvot ovat painelaitteita ja ne luokitellaan sekä arvioidaan vastaavasti painelaitesäädösten mukaisesti.
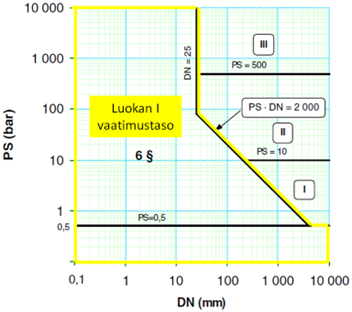
Kuva 3. Painelaitedirektiivin liitteen II luokittelutaulukko putkistoille, joissa on vaarallinen nestemäinen sisältö.
3.4.1 Putkistojen luokitus
Teollisuuslaitoksen putkistot luokitellaan tilaajan toimittamien tietojen perusteella. Putkistojen luokitus tehdään painelaitedirektiivin liitteen II (PED Liite II) vaatimustenmukaisuuden arviointitaulukoilla 6-9. Luokitus määräytyy taulukoista kasvavan riskin mukaisesti joko ns. hyvän konepajakäytännön eli SEP alueelle tai luokkiin I, II, III. Luokan perusteella saadaan selville menettely, jota käytetään putkiston vaatimustenmukaisuuden arvioinnissa.
sisällön/ kemikaalin olomuoto (kaasu tai neste) ja lämpötila
putkiston nimellissuuruus (DN), osan tai varusteen nimellissuuruus (DN)
putkiston suurin sallittu käyttöpaine (PS)
Jokainen putkisto on tarkasteltava erikseen eli nimellissuuruus, suurin sallittu käyttöpaine ja sisältö on määriteltävä jokaisesta putkistosta.
Painelaitesäädöksissä kaasu tarkoittaa kaasuja, nesteytettyjä kaasuja, paineenalaisina liuotettuja kaasuja, höyryjä sekä nesteitä, joiden höyrynpaine korkeimmassa sallitussa lämpötilassa on enemmän kuin 0,5 bar ylipainetta. Nesteellä tarkoitetaan muita nestemäisiä kemikaaleja.
Kemikaalien luokitusta, merkintöjä ja pakkaamista koskee CLP-asetus. Kemikaalien luokitus selviää käyttöturvallisuustiedotteen kohdasta kaksi. Jos kemikaalia ei ole luokiteltu CLP-asetuksen mukaan, käyttäjän on luokiteltava omassa käytössään olevat kemikaalit. Toiminnanharjoittaja määrittelee hönkien ja savukaasujen vaaraominaisuudet.
CLP-asetuksen perusteella vaaralliseksi luokiteltu kemikaali voi kuulua painelaitesäädösten tarkoittamiin ryhmiin 1 tai 2. Ryhmään 1 kuuluvat painelaitesäädösten näkökulmasta vaarallisimmat kemikaalit (oppaan liite 2). Ryhmittelyssä voidaan hyödyntää myös käyttöturvallisuustiedotteen H- lausekkeita. Lainsäädäntöjen lähestymiserot tulevat esille esimerkiksi siinä, että ympäristölle vaaralliset ja syövyttävät kemikaalit sekä syttyvät nesteet, joiden leimahduspiste on korkeampi kuin suurin sallittu käyttölämpötila, kuuluvat painelaitesäädösten tarkoittamaan ryhmään 2.
3.4.2 Vaatimustenmukaisuuden arviointimenettelyt
Putkistoon sovellettava vaatimustenmukaisuuden arviointimenettely (moduuli tai moduuliyhdistelmä) määräytyy luokittelutaulukon (luokat I, II, III) perusteella. Arviointimenettelyjä on useita erilaisia, joista valmistaja voi valita tuotantoonsa parhaiten soveltuvan (yksittäis- tai sarjatuotanto, laatujärjestelmä jne.).
Moduuleissa kuvataan valmistajan ja tarkastuslaitoksen tehtävät ja velvollisuudet kattaen suunnittelu- ja valmistus/ tuotantovaiheet. Moduulien mukaisilla tarkastuksilla osoitetaan, että putkiston suunnittelu ja valmistus täyttävät painelaitesäädösten olennaiset turvallisuusvaatimukset (esim. käyttäen yhdenmukaistettuja standardeja) ennen markkinoille saattamista tai käyttöönottoa. Vastaavasti toimitaan putkiston varusteiden ja varolaitteiden osalta. Moduulit on esitetty PED:n liitteessä III.
Valmis putkisto CE-merkitään ja valmistaja laatii putkistolle EU-vaatimustenmukaisuusvakuutuksen. Suunnittelun ja valmistuksen aikana laaditut asiakirjat ja käyttöohjeet toimitetaan tilaajalle.
Mikäli kemikaaliputkiston luokittelukuvissa päädytään hyvän konepajakäytännön (SEP) alueelle tai alle 0,5 bar:n rajan, tulee näiden putkistojen suunnittelun ja valmistuksen osalta noudattaa vähintään luokan I vaatimustasoa (vähintään moduuli A). Tällöin putkistoa ei CE-merkitä, mutta valmistajan tulee laatia putkistolle vaatimustenmukaisuusvakuutus. Vastaavasti suunnittelun ja valmistuksen aikana syntyneet asiakirjat ja käyttöohjeet toimitetaan tilaajalle/toiminnanharjoittajalle.
Luokan I putkistojen suunnittelun ja valmistuksen kevein arviointimenettely painelaitedirektiivin mukaan on moduuli A. Tällöin vaatimustenmukaisuuden arviointi ei edellytä kolmannen osapuolen eli tarkastuslaitoksen osallistumista arviointiin, vaan valmistaja itse varmistaa ja vakuuttaa, että putkisto täyttää sitä koskevat vaatimukset. Muita tyypillisesti putkistojen valmistukseen käytettyjä moduuleja ovat esimerkiksi A2 ja G moduulit. PED:n moduulit on kuvattu lyhyesti oppaan liitteessä 4.
Painelaiteluokan I putkistolle käytetään moduuli A:n mukaista arviointimenettelyä. Tämä ei edellytä kolmannen osapuolen osallistumista arviointiin, vaan putkiston valmistajan antama vakuutus vaatimusten täyttymisestä riittää.
Suunnitteluvaiheessa laaditaan moduulin edellyttämät tekniset asiakirjat. Teknisten asiakirjojen perusteella on voitava arvioida, onko putkisto sitä koskevien säädösvaatimusten mukainen. Teknisten asiakirjojen on katettava putkiston suunnittelu, valmistus ja toiminta, ja niissä on oltava mm.:
putkiston yleiskuvaus
asianmukainen analyysi ja arviointi riskeistä
suunnittelu- ja valmistuspiirustukset sekä kaaviot osista, osakokoonpanoista, kytkennöistä jne.
tarvittavat esitykset ja selvitykset edellä mainittujen piirustusten ja kaavioiden sekä putkiston toiminnan ymmärtämiseksi
luettelo yhdenmukaistetuista standardeista, joita on sovellettu kokonaan tai osittain. Jos tällaisia standardeja ei ole sovellettu, tarvitaan kuvaus käytetyistä ratkaisuista direktiivin olennaisten turvallisuusvaatimusten täyttämiseksi.
suunnittelulaskelmien tulokset, riskinarviointi, suoritetut tarkastukset jne.
testausraportit
Valmistajan on toteutettava kaikki tarvittavat toimenpiteet sen varmistamiseksi, että valmistusmenetelmällä taataan valmistettujen putkistojen teknisten asiakirjojen ja putkistoihin sovellettavien painelaitesäädösten vaatimustenmukaisuus.
Laitekokonaisuus
Laitekokonaisuudella tarkoitetaan useista painelaitteista kuten säiliöistä, putkistoista, varusteista ja varolaitteista koottua paineellista järjestelmää. Myös kemikaaliputkistot sellaisenaan tai osana isompaa kokonaisuutta voidaan valmistaa ja arvioida laitekokonaisuuksina.
Laitekokonaisuuden vaatimustenmukaisuuden arviointi tapahtuu kokonaisuuteen kuuluvan paine- laitteen korkeimman luokan mukaisesti (pois lukien varolaitteen luokka), mutta se voi sisältää myös laitteita, joilla on tätä alempi luokittelu.
4 Olennaiset turvallisuusvaatimukset ja yhdenmukaistetut standardit
Painelaitedirektiivissä esitetyt olennaiset turvallisuusvaatimukset (PED Liite 1) ovat velvoittavia putkistoille, jotka kuuluvat luokkiin I-IV. Näin ollen myös hyvän konepajakäytännön ja alle 0,5 barin kemikaaliputkistojen on täytettävä olennaiset turvallisuusvaatimukset.
Painelaitedirektiivin (PED) yhdenmukaistetuissa EN-standardeissa esitetään putkistojen suunnittelun ja valmistuksen yksityiskohtaiset tekniset ratkaisut ja toteutukset. Yhdenmukaistettujen standardien käyttö on suositeltavin tapa täyttää PED:n turvallisuusvaatimukset. Ko. standardien käyttö ei ole pakollista, mutta tällöin valmistajan on muutoin osoitettava vaatimusten täyttyminen. Putkiston valmistaja vakuuttaa CE-merkinnällä putkiston täyttävän lainsäädännön vaatimukset. CE-merkintää ei kuitenkaan kiinnitetä putkistoon, jolle 1-luokan vaatimus tulee kemikaaliturvallisuuslainsäädännöstä.
Voimassa olevien yhdenmukaistettujen EN-standardien luettelo on nähtävissä Tukesin sivuilla. Metallisille teollisuusputkistoille on laadittu yhdenmukaistettu standardi SFS-EN 13480. Lisäksi yhdenmukaistettuja standardeja on laadittu mm. venttiileille, varolaitteille, laipoille, painelaitemateriaaleille (teräslevyt, putket, putkenosat, takeet), muoviputkille, ainestodistuksille sekä hitsaajan pätevyyskokeen ja hitsauksen menetelmäkokeen suorituksesta.
Standardi SFS-EN 13480 Metalliset teollisuusputkistot Noudattamalla putkistostandardia (SFS-EN 13480) voidaan varmistua putkistojen osalta painelaitesäädösten olennaisten turvallisuusvaatimusten täyttymisestä. Standardiin kuuluu seuraavat osat: Osa 1. Yleistä Osa 2. Materiaalit Osa 3. Suunnittelu ja laskenta Osa 4. Valmistus ja asennus Osa 5. Tarkastus ja testaus Osa 6. Maahan asennettavien putkistojen lisävaatimukset Osa 7. Tekninen raportti vaatimustenmukaisuudenarviointimenettelyjen käytöstä Osa 8. Alumiini ja alumiiniseosteisten putkistojen lisävaatimukset
Standardissa on viittauksia useisiin muihin standardeihin, esimerkkinä SFS-EN 764-7 Lämmittämättömien painelaitteiden turvajärjestelmät.
Putkiluokkastandardit Valmistaja voi käyttää myös valmiita putkiluokkastandardeja putkistojen osien mitoitukseen. Tavallisemmin putkiluokalla tarkoitetaan yhdenmukaista standardisoitua käytäntöä valita putkiston eri osien materiaali, käytetyt ulkomitat ja paksuudet tiettyä käyttötarkoitusta varten (esim. PSK standardisointiyhdistyksen standardit). PSK-standardeja on hiiliteräksille, ruostumattomille teräksille ja duplex-teräksille. Hyväksytyille putkiluokille on haettu ilmoitetuilta laitoksilta painelaitesäädösten vaatimustenmukaisuudesta lausunto. Mitoitusperusteena on käytetty putkistostandardia (SFS-EN 13480-3). Putkiluokkastandardeja laaditaan myös muille teräsmateriaaleille ja lujitemuoveille. Valmiiden putkiluokkastandardien viitetiedot ovat nähtävissä PSK:n sivuilta, standardiluettelon ryhmästä 42 Putkiluokat.
Vaatimustenmukaisuusvakuutukseen kirjataan, jos on poikettu käytetyn standardin vaatimuksista. Tällöin on erikseen teknisissä asiakirjoissa esitettävä, miten standardista poikkeava menettely täyttää lainsäädännön vaatimukset.
5 Putkiston valmistus ja asennus
Putkisto valmistetaan hyväksyttyjen suunnitelmien mukaisesti tarkoituksenmukaisia tekniikoita ja menetelmiä käyttäen. Valmistusta koskevissa olennaisissa turvallisuusvaatimuksissa esitetään yleisiä vaatimuksia osien valmistuksesta, pysyvistä liitoksista ja niiden ominaisuuksista, lämpökäsittelystä ja materiaalien jäljitettävyydestä.
Nykyään putkistojen osat esivalmistellaan pitkälti teollisesti konepajalla ja on siirrytty kohti modulaarisia putkistoratkaisuja. Tämä lyhentää putkiston hankinta-aikataulua ja on edistänyt putkistojen tasalaatuisuutta. Enemmän joustonvaraa edellyttävissä kohteissa (esim. vanhat teollisuuslaitokset) esivalmistus tehdään vasta asennustyömaalla. Tyypillisiä esivalmistustekniikoita ovat esim. kylmätaivutus, induktiotaivutus, kaulustus, hitsaus, lämpökäsittely ja pintakäsittely. Esivalmisteiden toleransseissa on huomioitava myös laitteiden asennustoleranssit ja työvarat. Kappaleiden yhteensopivuus on varmistettava erityisen huolellisesti, kun kappaleilla on eri valmistajat.
Asennusta varten putkistot voidaan esijännittää. Putkiston esijännitys tarkoittaa kahden kiintopisteen välisen putkiston lyhentämistä suhteessa arvioituun lämpölaajenemaan. Käytännössä tämä tehdään puristamalla tai venyttämällä putkiston käyriä osia. Esijännitetyn putkiston kannakointi on suunniteltava erityisen huolellisesti, koska putkiston on päästävä palautumaan alkuperäiseen muotoonsa jäähtyessään.
Putkiston paineenkestoon vaikuttavien ja niihin välittömästi kiinnitettyjen osien pysyviä liitoksia tekevillä henkilöillä (esim. hitsaajat) on oltava asianmukainen pätevyys. Liitokset on toteutettava pätevöityjen menetelmien mukaisesti. I-luokan putkistoa valmistettaessa valmistaja voi itse valvoa ja hyväksyä pysyviä liitoksia tekevien henkilöiden ja menetelmien pätevöittämiseen liittyvät kokeet. Luokkien II ja III putkistojen valmistuksessa menetelmät ja henkilöt hyväksyy toimivaltainen kolmas osapuoli, joka voi olla ilmoitettu laitos tai pätevöintilaitos.
Hitsaus nimellishalkaisijaltaan DN 25 pienemmille putkistoille voidaan toteuttaa isomman kokoalueen pätevöinneillä edellyttäen, että hitsausmenetelmä ja materiaali ovat samat. Hitsaajalla tulee olla käytössään hitsaukselle laadittu hitsausohje.
Asennushitsit sijoitetaan niin, että ne ovat mahdollisimman hyvin hitsattavissa, mikä parantaa hitsien laatua; pystyputki on yleensä vaakaputkea helpommin hitsattavissa. Asennushitsauksessa hyödynnetään hitsien luonnolliset paikat eikä päittäishitsejä sijoiteta kannakkeiden kohdalle.
Putkistoille suoritetaan sekä valmistuksen että käytön aikana testauksia ainetta rikkomattomilla menetelmillä (Non-Destructive Testing, NDT). Testauksilla voidaan havaita esimerkiksi hitsausliitosten sisäiset virheet sekä pintaan ulottuvat virheet kuten säröt, pistekorroosiot, ohenemat jne., jotka ovat joko niin pieniä tai sellaisissa paikoissa, että silmämääräisellä tarkastuksella niitä on mahdoton havaita.
NDT-testaukset voidaan jakaa volumetrisiin eli materiaalin läpi tunkeutuviin ja pintatarkastusmenetelmiin. Volumetrisia menetelmiä ovat röntgenkuvaus ja ultraääni, joita käytetään esim. hitsaussaumojen virheiden havaitsemiseen ja putken seinämän paksuuden mittaamiseen. Pinnallisia menetelmiä ovat esim. tunkeumaneste- tai magneettijauhemenetelmää, jossa värjätty neste tai magneettijauhe kerääntyy säröön tai korroosiokohtaan ja tekee siitä suurennoksessa näkyvän.
NDT- testaukset teetetään pätevillä henkilöillä. Luokkaan III kuuluvan putkiston osalta henkilöllä on oltava pätevöintilaitoksen hyväksyntä. Oppaan liitteessä 7 on esitetty kemikaaliputkistojen (luokka I) tarkastusvaatimukset tyypillisille materiaaleille.
6.2 Jäljitettävyys
Putkistossa käytettävät materiaalit tulee merkitä asianmukaisesti. Näin varmistetaan, että käytetyn materiaalin ja ainestodistuksen välinen yhteys säilyy suunnittelu- ja tuotantovaiheiden aikana, jatkuen aina valmistetun putkiston lopputarkastukseen asti. Materiaalit merkitään leimalla, värikoodein tai jäljitettävyys varmistetaan muulla luotettavalla menettelyllä. Vastaava jäljitettävyysvaatimus koskee myös hitsauslisäaineita ja muita liitosaineita.
6.3 Loppuarviointi
Putkiston loppuarviointiin kuuluu lopputarkastus, painekoe ja varolaitteiden tarkastus. Lopputarkastuksen tarkoituksena on silmämääräisesti ja asiakirjojen tarkastuksella varmistaa vaatimusten toteutuminen.
Loppuarviointi
Lopputarkastus: silmämääräinen ja asiakirjojen tarkastus
Painekoe: nestepainekoe 1,43 x suurin sallittu käyttöpaine
Tiiveyskoe, jos sisältö erittäin myrkyllistä kemikaalia
Varolaitteiden tarkastus
Putkistolle tehdään nestepainekoe, jonka paine on yleensä 1,43 kertaa suurin sallittu käyttöpaine. Painekokeen on oltava nestepainekoe, paitsi jos nestepainekoe on haitallinen tai epäkäytännöllinen. Tällaisissa tilanteissa on tehtävä kaasupainekoe tai muita testauksia.
Jos putkiston sisältönä on erittäin myrkyllinen kaasu tai neste, tai muuten halutaan varmistua putkiston paineenkeston lisäksi tiiveydestä, voidaan edellyttää tiiveyskokeen tekemistä. Yleensä tiiveys todetaan typellä, paineilmalla tai muulla vaarattomalla kaasulla. Kaasulla tehtävä tiiveyskoe on toteutettava noudattaen riittävää varovaisuutta.
Painekokeen tarpeellisuutta ja korvaavia toimenpiteitä voidaan harkita tapauskohtaisesti sellaisen putkiston kohdalla, joka on halkaisijaltaan iso ja paineeltaan vähäinen tai alipaineinen. Tällaisia ovat esim. hajukaasulinjat. Putkiston paine- tai tiiveyskokeesta laaditaan pöytäkirja, jossa yksilöidään kohde, mainitaan painekokeen valvoja, käytetty koepaine, väliaine, lämpötila, pitoaika ja kokeen tulos.
Myös putkistoa suojaavien varolaitteiden soveltuvuus käyttökohteeseen tarkistetaan, arvioidaan merkintöjen ja asiakirjojen asianmukaisuus sekä todetaan varolaitteen avautumispaine.
6.4 Putkiston merkinnät
Loppuarvioinnin jälkeen luokkien I-III putkistot merkitään CE-merkinnällä, mikäli luokkavaatimus tulee painelaitelainsäädännöstä. Ns. hyvän konepajakäytännön (SEP) ja alle 0,5 bar:n putkistoihin, jotka on valmistettu kemikaalisäädösten perusteella vähintään luokan I vaatimusten mukaisesti, ei kuitenkaan laiteta CE-merkintää.
Putkistoa ei merkitä CE-merkinnällä, jos vaatimus SEP-putkiston valmistamisesta I-luokan putkiston tasoa vastaavasti tulee kemikaaliturvallisuuslainsäädännöstä.
Putkistoon tulee lisätä tarvittavat merkinnät ja varoitukset, jotka edesauttavat turvallista käyttöä ja onnettomuustilanteisiin varautumista. Putkistoon merkitään vähintään sen sisältämän kemikaalin nimi ja virtaussuunta. Erityisen tärkeää on merkitä putkistot selvästi kemikaalin täyttö- ja tyhjennyspaikoilla sekä pumppaamoissa ja venttiilikeskuksissa. Kunnossapitoa ja tarkastuksia varten putkistoihin merkitään myös laite- ja linjatunnukset. Putki- ja laitetunnusten on syytä olla samat kuin PI-kaavioissa. Hyvä ja kunnossapitoa helpottava tapa on yksilöidä myös sulkuventtiilit sekä PI-kaavioon että itse laitteeseen.
Putkiston merkintöjä pitäisi olla niin tiheään, että jokaisesta putkiston kohdasta voi nähdä kaksi merkintää. Jos merkitseminen on käyttöteknisistä tai muista perustelluista syistä mahdoton toteuttaa, toiminnanharjoittajan on huolehdittava muilla tavoin, että laitoksen käyttöön ja onnettomuustilanteessa pelastustoimiin osallistuvilla on käytettävissään vastaavat tiedot.
Maanalaisella putkistolla merkintä toteutetaan maastoon tehtävillä selvillä merkinnöillä tai kiintopistemerkinnöillä. Lisäksi on syytä käyttää suoja- tai merkintänauhaa maanalaisen putkiston yläpuolella putken ja sen suojarakenteiden havaitsemisen helpottamiseksi esim. kaivuutöiden yhteydessä.
6.5 Vaatimustenmukaisuusvakuutus
Putkiston valmistajan tulee laatia valmistamalleen putkistolle vaatimustenmukaisuusvakuutus, jossa valmistaja vakuuttaa putkiston täyttävän lainsäädännön vaatimukset. Jos vaatimus I-luokan putkistosta tulee kemikaaliturvallisuuslainsäädännöstä, vaatimustenmukaisuusvakuutus on oppaan liitteen 4. mukainen. Painelaitesäädöksistä tulevan vaatimuksen perusteella luokkien I-III mukaisille putkistoille (CE-merkintä) laaditaan EU-vaatimustenmukaisuusvakuutus (liite 5.).
Kemikaaliputkistolle laaditaan
vaatimustenmukaisuusvakuutus (SEP ja alle 0,5 bar) tai
EU-vaatimustenmukaisuusvakuutus (PED I-III)
riippuen siitä, mistä lainsäädännöstä putkistovaatimukset tulevat.
6.6 Loppudokumentaatio
Putkistoa hankittaessa on varmistuttava siitä, että sen mukana toimitetaan käyttäjän tarvitsemat, suunnittelun ja valmistuksen aikana syntyneet asiakirjat. Putkistourakkasopimukseen kirjataan vaatimus riittävien asiakirjojen tai niiden kopioiden toimittamisesta tilaajalle. Tärkeää on, että luovutettavat kaaviokuvat ja muut asiakirjat on päivitetty vastaamaan toteutettua putkistoa. Asiakirjojen laatimisesta ja tilaajalle toimittamisesta vastaa putkiston valmistaja. Loppudokumentaation tulee sisältää suunnittelun ja valmistuksen asiakirjat ja käyttöohjeet.
Kemikaaliputkistoista toimitetaan esimerkiksi seuraavia asiakirjoja:
prosessi- ja instrumentointikaaviot
suunnittelu- ja käyttöarvojen yhteenveto
layout-piirustukset
osaluettelot
varusteluettelo ja varusteiden asiakirjat
valmistusasiakirjat (materiaalitodistukset, hitsausasiakirjat ja rikkomattoman aineenkoestuksen pöytäkirjat)
paine- ja tiiveyskokeiden pöytäkirjat
vaatimustenmukaisuusvakuutus
käyttöohjeet.
Putkiston tulevaa tarkastussuunnitelmaa sekä käyttöiän ennakointia varten on suositeltavaa tehdä ns. perusmittauksia putkiston todennäköisistä tarkastuskohdista ennen putkiston käyttöönottoa. Tämä on erityisen tärkeää, jos prosessiolosuhteet ovat korrodoivia tai muutoin kuluttavia. Ilman seinämänpaksuuksien perusmittauksia menetetään kulumistieto ennen ensimmäistä tarkastusta, jolloin esim. käyttöiän arviointi vaikeutuu.
Käyttöohjeet kattavat kaiken oleellisen tiedon putkistojärjestelmän käyttöönottamisesta, käyttämisestä, suositellusta kunnossapidosta ja käyttäjän suorittamista käytönaikaisista tarkastuksista. Ohjeissa on mainittava putkiston käyttöarvot ja päämitat sekä tunnistetiedot. Loppukäyttäjän tulee tarvittaessa täydentää valmistajan laatimia käyttöohjeita omilla käyttöön ja huoltoon liittyvillä menettelytavoillaan, jotta putkistoa ja laitosta käytetään oikein ja turvallisesti.
Asiakirjat kootaan putkistokansioksi, jota käytetään ja täydennetään mm. tarkastussuunnitelman mukaisissa tarkastuksissa sekä mahdollisissa korjaus- ja muutostöissä. Myös muutosten asiakirjat lisätään putkistokansioon. Liitteessä 4 on esitetty esimerkki kemikaaliputkistokansion sisällöstä.
7 Letkut
Letkuja kemikaalien siirtämiseen saa käyttää vain, jos niiden käyttö perusteltua tärinän, liikkeen tai muun niihin rinnastettavan syyn vuoksi. Tällaisia käyttökohteita ovat esim. pumppujen, kompressorien tai muiden vastaavien laitteiden yhteydessä tai kemikaalin annostelupaikan vaihtuessa usein käytettävät letkut. Täytettäessä ja tyhjennettäessä säiliölaivoja, säiliövaunuja ja autoja tai kontteja käytetään myös usein letkuja.
Letkut suojataan mekaanisilta vaurioilta ja ne sijoitetaan ja säilytään siten, että ne eivät ole kosketuksissa kuumien pintojen kanssa tai niiden päältä ei ajeta. Letkut merkitään itse letkujen ja niiden käyttötarkoituksen yksilöimiseksi. Letkuissa tulee olla merkintä viimeisestä tarkastusajankohdasta. Satamassa käytettäville siirtoletkuille asetettuja vaatimuksia on tarkemmin käsitelty standardissa SFS 3355 "Palavien nesteiden käsittely satama-alueilla".
Letkujen tulee kestää putkiston suurin sallittu käyttöpaine, kuitenkin vähintään 6 bar. Letkujen tulee olla tiiviitä, tarkoitettuja kyseiselle kemikaalille ja kestää sen vaikutusta. Ajoneuvojen ja muiden kuljetussäiliöiden lastauksessa käytettävät letkut on syytä valita sellaisiksi, että ne murtuvat turvallisesti.
Letkuille tehdyistä tarkastuksista tulee pitää kirjaa. Letkut on syytä tarkastaa vuosittain, elleivät käyttöolosuhteet edellytä tiheämpää tarkastusta. Tarkastukseen tulee sisältyä myös letkun liittimien kunnon ja kulumisen (toleranssien) tarkastus. Letkuille tulee määritellä käytöstä poistamiskriteerit. Lastaus- ja siirtoletkut tulee vaihtaa uusiin määritellyn enimmäiskäyttöajan kuluttua umpeen.
8 Putkiston käyttö
Kemikaaliputkiston turvallinen käyttö edellyttää putkiston ja sen sisältämän kemikaalin ominaisuuksien tuntemista. Putkiston kuntoa seurataan riskiperusteisesti tehtävillä tarkastuksilla ja testauksilla. Näin varmistetaan putkiston tiiveys ja ehkäistään kemikaalivuotoja.
8.1 Putkiston kunnossapito
Kunnossapito voi olla ennakoivaa tai korjaavaa kunnossapitoa. Ennakoivalla kunnossapidolla tai ennakkohuolloilla tarkoitetaan erilaisten vikojen ennaltaehkäisemistä aikataulutettujen huoltojen avulla. Ennakkohuollot sisältävät myös laitteiden tarkastukset ja testaukset. Korjaava kunnossapito on ilmaantuneiden vikojen korjaamista käynnin aikana tai seisokissa.
Kunnossapidon tarpeet huomioidaan jo putkiston suunnitteluvaiheessa. Putkistoon liitettävien laitteiden ja varusteiden vaihdolle ja huolloille on jätettävä riittävästi tilaa. Kannakoinnin suunnittelulla varmistetaan laitteiden irrotusmahdollisuus ilman väliaikaista kannakointia.
Työn suunnittelussa otetaan huomioon mm. tehtävien aikatauluttaminen, kunnossapidon resurssit, varaosien hankinta sekä kunnossapitotöiden turvallisuus. Osa kunnossapitotehtävistä voi edellyttää tuotanto-osaston tai -laitoksen seisokkia. Seisokkien suunnittelussa on tärkeää huomioida tuotannon ja kunnossapidon työntekijöiden samanaikaisten töiden aikatauluttaminen ja turvallisuus.
Ennakkohuoltojen, tarkastusten ja testausten aikataulut suunnitellaan riskienarvioinnin, käyttökokemusten, laitteen toimittajan ohjeiden ja lainsäädännöstä tulevien vaatimusten perusteella. Turva-automaatiota käytettäessä turvatoiminnon eheystaso määrää siihen kuuluvien laitteiden testausvälin.
Yrityksillä on oltava käytössä järjestelmä, johon kirjataan sekä ennakkohuollot että korjaukset. Usein käytetään sähköistä järjestelmää, jonne esim. ennakkohuoltojen aikataulut ja sisältö on määritelty. Järjestelmän avulla seurataan huoltojen toteutumista ja sinne kirjataan ennakkohuollon havainnot.
Kunnossapitosuunnitelman lähtökohtina ovat laitoksessa käytettävät kemikaalit, niiden vaarallisuus ja muut ominaisuudet sekä toisaalta laitteistojen tunnistetut vaarat ja onnettomuuksien seuraukset. Putkiston kunnossapito- ja tarkastussuunnitelmaa määriteltäessä otetaan huomioon myös putkiston valmistajan laatimat käyttö- ja huolto-ohjeet.
Kunnossapitosuunnitelmassa määritetään tarkastusten ja hyväksymisten kriteerit. Suunnitelman tulee olla konkreettinen ja siinä tulee ottaa huomioon todelliset toimintaolosuhteet, laiteominaisuudet ja tunnistetut vikaantumismekanismit ja niiden seuraukset. Mikäli prosessi- tai käyttöolosuhteissa tehdään muutoksia, tulee suunnitelmat tarkistaa ja päivittää, kuten hyvä muutoksenhallintamenettely edellyttää.
Riskien arvioinnin perusteella voidaan tunnistaa ne putkistot tai niiden osat, joihin on erityisesti kiinnitettävä huomiota tarkastus- ja kunnossapitosuunnitelmaa laadittaessa. Vaarojen ja seurausten arvioinnin perusteella arvioitu kohteen kriittisyys määrittelee tarkastusten sisällön, laajuuden ja jaksotuksen. Kunnossapitosuunnitelmasta on syytä käydä ilmi kuhunkin kohteeseen sopivat materiaalit, varaosat ja varusteet. Suunnitelman toteutumista seurataan ja tehdyt toimenpiteet ja tarkastukset dokumentoidaan. Suunnitelman tulee sisältää myös vaarallisia kemikaaleja käsittelevien laitosten sammutusvesijärjestelmien putkistot ja niiden tarkastusten toteutuminen.
Kemikaaliturvallisuuslainsäädäntö edellyttää putkistojen kunnossapidosta huolehtimista ja turvallisen käytön edellytysten varmistamista. Samoin edellytetään putkistojen toimintakunnon ja toimivuuden varmistamista ennakkohuolloin, testauksin ja tarkastuksin sekä näiden tulosten ja toimenpiteiden kirjaamista.
8.2 Tarkastussuunnitelma
Vaarallisen putkiston tarkastussuunnitelma laaditaan riskinarvioinnin perusteella. Siinä huomioidaan sekä putkistovuodon todennäköisyyteen että seurausten vakavuuteen vaikuttavat tekijät.
Kemikaaliputkistojen tarkastusten tiheys, laajuus ja menetelmät määritellään putkistovuodon todennäköisyyden ja seurausten vakavuuden perusteella.
Putkistovuodon todennäköisyyteen vaikuttavat esim.
putkiston ikä (vanhat putkistot valmistettu usein SEP-putkistoina)
valmistusmateriaali
käyttöolosuhteet
lämpötilavaihtelut
painevaihtelut
putkistoon kohdistuva tärinä tai paineiskut
saumojen, käyrien, yhteiden ja kannakoinnin määrä
Putkistovuodon seurausten vakavuuteen vaikuttaa esim.
kemikaalin vaarallisuus
paine
putkiston halkaisija
putkiston sijainti eli luoksepäästävyys
Tarkastussuunnitelmassa tulee esittää
suunnitelmallinen kunnon seuranta sekä menettely ennakkohuollon seuraamiseksi ja valvomiseksi
mittaukset, tarkastukset ja niissä käytettävät menetelmät (pelkkä silmämääräinen tarkastus ei useinkaan riitä)
lämpöeristettyjen, maanalaisten ja muista syistä vaikeasti tavoitettavien putkistojen tarkastusmenettelyt
tarkastusten laajennustoimenpiteet mahdollisten havaintojen johdosta.
Esim. kastuneet eristeet, kondenssi, joiden seurauksena on ulkopuolinen korroosio. Eristeiden alaiselle korroosiolle alttiit kohdat on syytä tunnistaa jo vaaranarvioinnissa sekä huomioida ne myös eristeiden kunnonvalvonnassa.
sammutusvesiputkistojen tarkastukset ja näiden laajuus
putkiston varolaitteiden testaus ja tarkastus
putkiston mitta- ja näyttölaitteiden kalibrointi ja tarkastus
putkiston varusteiden huolto-ohjelma
Putkiston tarkastusohjeita tehtäessä on muistettava, että rekisteröitävään painelaitteeseen liittyvä putkisto on tarkastettava painelaitteen määräaikaistarkastuksen yhteydessä, jos putkistossa on painelaitesäädösten ryhmän 1 sisältö tai putkisto on mitoitettu virumis- tai väsymislujuuden perusteella. Tarkempaa tietoa putkistojen määräaikaistarkastusvelvoitteesta ja seurannasta on valtioneuvoston asetuksessa painelaiteturvallisuudesta (1549/2016).
Kunnossapitosuunnitelmassa määritellään tarkastettavat putkilinjat. Lisäksi yksilöidään tarkemmin tarkastettavat kohdat putkilinjoissa, kuten kannakoinnit, yhteet, käyrät, liitokset ja korroosiolle alttiit kohdat. Suunnitelmasta ilmenevät myös käytettävät menetelmät ja tarkastusvälit. Valittujen tarkastuskohteiden on kuvattava hyvin putkiston yleistä kuntoa. Tarkastusmenetelmien on oltava kohteeseen sopivia sekä kohtuullisesti ja luotettavasti toistettavia.
Tarkastusmenetelmistä silmämääräinen tarkastus on ollut usein käytetty. Putkistojen tarkastuksissa sitä voidaan hyödyntää sisä- ja ulkopuolisiin tarkastuksiin käyttäen apuna esim. peilejä ja endoskooppeja. Tarkastettaessa putkistoa silmämääräisesti tarkastettavien pintojen tulee olla puhtaita. Suuremman kattavuuden ja luotettavuuden saavuttamiseksi tarkastuksissa on tarpeen käyttää riittävästi myös ainetta rikkomattomia menetelmiä (NDT) ja erilaisia kuvauksia.
Ultraääntä käytetään putkiston seinämän paksuuden mittaamiseen, säröjen ja syöpymien paikallistamiseen. Vaurioita etsitään myös pintatarkastusmenetelmillä, joita ovat mm. tunkeumaneste- ja magneettijauhetarkastus. Muita ainetta rikkomattomia tarkastuksia ovat pyörrevirtatarkastukset sekä röntgen- ja lämpökamerakuvaukset.
8.3 Putkiston korjaus- ja muutostyöt
Putkistojen asennus-, korjaus- ja muutostöihin sovelletaan painelaitelainsäädännön mukaisia menettelytapoja. Säädösten velvoitteet on tarkoitettu painelaitteiden omistajille ja haltijoille sekä korjaus- ja muutostöitä tekeville toiminnanharjoittajille. Hyväksytty laitos ja omatarkastuslaitos tekevät painelaitteiden korjaus- ja muutostöihin liittyvät tarkastukset. Putkistojen korjaus- ja muutostöissä tulee noudattaa myös kemikaaliturvallisuussäädösten vaatimuksia.
Asennus-, korjaus- ja muutostöiden vaatimustenmukaisuuden arviointimenettelyt (luokka I, II ja III) perustuvat painelaitedirektiivin liitteen III moduuleihin. Putkistojen korjaus- ja muutostyöhön voidaan käyttää A2 tai G moduulia tai muuta tarkastuslaitoksen tapauskohtaisesti hyväksymää moduulia. Vaatimukset hitsauksen ja NDT-tarkastusten osalta ovat pääosin samat kuin putkistojen valmistuksessa.
Jos putkisto on valmistettu painelaiteluokan I tasoa vastaavasti kemikaaliturvallisuuslainsäädännön vaatimuksesta, sen korjaus- ja muutostöiden tarkastuksiin voidaan käyttää moduulia A.
Luokkaa I vastaavat kemikaaliputkiston korjaus- ja muutostyöt (SEP ja alle 0,5 bar) A moduulin mukaisesti eivät edellytä tarkastuslaitoksen osallistumista arviointeihin.
Putkistojen korjaus- ja muutostyöhön ei sovelleta CE-merkinnän vaatimusta (olettaen, että putkiston sisältö, päätehtävä ja varojärjestelmät säilyvät oleellisilta osilta ennallaan). Korjaus- ja muutostyön tehneen toiminnanharjoittajan on annettava toiminnanharjoittajalle vaatimustenmukaisuusvakuutus. Lisätietoja Tukesin sivulta painelaitteiden korjaus- ja muutostyöt.
Putkistoille joudutaan usein tekemään käynnin aikana tilapäisiä korjauksia, joiden avulla lopullista korjausta voidaan siirtää huoltoseisokkiin asti. Tilapäisiä korjauksia saa tehdä vain, kun se on riskinarvioinnin perusteella todettu turvalliseksi ratkaisuksi. Tällöinkin korjausten kuntoa on seurattava säännöllisesti, kunnes putkisto pystytään joko vaihtamaan tai korjaamaan pysyvästi.
8.3.1 Putkistomuutosten hallinta
Putkiston muutostöihin käytetään laitoksen muutosten hallinnan ohjeistusta. Muutosten hallinta sisältää
muutoksen tarpeen tunnistaminen
muutoksen määritelmä
suuri vai pieni muutos
pysyvä vai tilapäinen muutos
muutoksen hyväksyjän määritys
muutoksen toteuttajien valinta
suunnittelu
urakointi
tarkastukset
lainsäädännön, standardien, viranomaisoppaiden jne. huomiointi
riskien arviointi
tekijä
tarvittavat lähtötiedot
tulosten huomiointi
muutoksen dokumentointi
putkistoasiakirjat
vaatimustenmukaisuusvakuutukset
PI-kaavioiden päivitys
lay-out -kuvien päivitys
käyttö- ja turvallisuusohjeiden päivitys
tarvittavien koulutusten määrittely
Putkistomuutosten hallintaan sisältyy tilapäisten korjausten hallinta. Tilapäiset korjaukset voivat olla välttämättömiä tuotantotilanteen tai muun syyn vuoksi. Tällöin vuotokohta tai muu vika korjataan väliaikaisesti ja tuotantotoimintaa jatketaan, kunnes lopullisen korjaus voidaan tehdä esim. huoltoseisokissa. Tilapäiset korjaukset on tarkoitettu vain lyhytaikaiseksi avuksi akuuttiin tilanteeseen ja niiden kestävyyttä ei ole suunniteltu jatkuvaan käyttöön. Yrityksen on pidettävä huoli siitä, että tilapäisten korjausten kestävyyttä seurataan niiden käyttöaikana ja että ne korvataan lopullisilla korjauksilla mahdollisimman nopeasti.
Liite 1 Putkiston tyypillisiä vaaralähteitä
Sisäisen tai ulkoisen yli- tai alipaineen huomioon ottaminen
Korkeimman tai alimman sallitun lämpötilan tai lämpötilan muutosnopeuden ylittyminen
Laitteen käyttöikään vaikuttavien suunnitteluarvojen (väsyminen ja korroosio) ylittyminen
Staattisen paineen ja massasisällön aiheuttamat vaarat toiminta- ja testiolosuhteissa
Liikenne-, tuuli- ja lumikuormat ja routimisen aiheuttamat rasitukset
Eristeen alainen korroosio (alle 150 ⁰C käyttölämpötiloissa)
Tukien, tartuntojen, putkiston jne. aiheuttamien reaktiovoimien ja momenttien ylittyminen (esim. huuhtelut, pesut ja nestepainekokeet kaasuja sisältäville laitteille)
Epästabiilin sisällön hajoaminen (esim. sisäpuolinen räjähdys hönkäkaasulinjassa)
Varolaitteen virheellinen toiminta tai kemikaalipäästö
Pintalämpötila suunnitellussa käytössä
Virheellinen tyhjennys tai ilmaus, josta saattaa seurata
paineiskut, lommahdus, korroosio ja kemialliset reaktiot
turvallisen puhdistuksen, tarkastuksen ja kunnossapidon estyminen
Korroosio- tai eroosiosuojauksen puuttuminen tai riittämätön paksuuslisä
Laitekokonaisuuden osien virheellinen asennus
Virheellinen täyttö ja tyhjennys
ylitäyttö tai ylipaineistus
stabiliteetin menetys täytön tai tyhjennyksen aikana
paineellisen sisällön hallitsematon purkaus
liitettävien osien vaarallinen kytkentä tai irrotus
Varolaitteen, painerajoittimen tai lämpötilailmaisimen vikaantuminen, johon liittyy tarkoitetun toiminnon luotettavuus
huolto- ja testausvaatimukset
riippumattomuus muista toiminnoista
Takaisinvirtaukset
Kemialliset reaktiot seinämämateriaalin tai aineen reaktiot itsensä kanssa
Huoltotöiden putkistolle aiheuttamat rasitukset (esim. päällä kävelyt, muutostöiden kuormitukset jne.)
Putkiston sijoitus (vuodot, kuumentumiset, erityisreaktiot, palotilanteet)
Kiinnityksen mitoitus
Sijoitus/tulipalot
Liite 2 Vaatimustenmukaisuuden arviointimenettelyt eli moduulit
Vaatimustenmukaisuuden arviointimenettelyt Painelaitteen luokka - moduuli tai moduuliyhdistelmä
Luokka I
Luokka II
Luokka III
Luokka IV
A
A2
B (suunnittelutyyppi)+ D
B (tuotantotyyppi) +D
D1
B (suunnittelutyyppi) + F
B (tuotantotyyppi) + F
E1
B (tuotantotyyppi)+ E
G
B (tuotantotyyppi) + C2
H1
H
Arviointimenettely (moduuli)
Kuvaus
A Sisäinen tuotannonvalvonta
Valmistaja laatii tekniset asiakirjat ja tekee loppuarvioinnin
A2 Sisäinen tuotannonvalvonta ja valvotut painelaitetarkastukset satunnaisin väliajoin
Valmistaja laatii tekniset asiakirjat ja tekee loppuarvioinnin, jota ilmoitettu laitos valvoo
B EU-tyyppitarkastus - tuotantotyyppi
Ilmoitettu laitos tarkastaa tyypin vaatimustenmukaisuuden
B EU-tyyppitarkastus - suunnittelutyyppi
Ilmoitettu laitos tarkastaa suunnitelman vaatimustenmukaisuuden
C2 Sisäiseen tuotannonvalvontaan perustuva tyypinmukaisuus ja satunnaisin väliajoin suoritettavat valvotut painelaitetarkastukset
Valmistaja tekee loppuarvioinnin, jota ilmoitettu laitos valvoo
D Tuotantoprosessin laadunvarmistukseen perustuva tyypinmukaisuus
Valmistaja soveltaa valmistuksessa, testauksessa ja loppuarvioinnissa laatujärjestelmää, jonka hyväksyy ja jonka noudattamista valvoo ilmoitettu laitos
D1 Tuotantoprosessin laadunvarmistus
Valmistaja laatii tekniset asiakirjat sekä soveltaa valmistuksessa testauksessa ja loppuarvioinnissa laatujärjestelmää, jonka hyväksyy ja jonka noudattamista valvoo ilmoitettu laitos
E Painelaitteiden laadunvarmistukseen perustuva tyypinmukaisuus
Valmistaja soveltaa testauksessa ja loppuarvioinnissa laatujärjestelmää, jonka hyväksyy ja jonka noudattamista valvoo ilmoitettu laitos
E1 Painelaitteiden lopputarkastuksen ja testauksen laadunvarmistus
Valmistaja laatii tekniset asiakirjat sekä soveltaa testauksessa ja loppuarvioinnissa laatujärjestelmää, jonka hyväksyy ja jonka noudattamista valvoo ilmoitettu laitos
F Painelaitteen tarkastukseen perustuva tyypinmukaisuus
Ilmoitettu laitos tekee tuotekohtaisen loppuarvioinnin
G Yksikkökohtaiseen tarkastukseen perustuva vaatimustenmukaisuus
Ilmoitettu laitos tekee tuotteen suunnitelma- ja loppuarvioinnin
H Täydelliseen laadunvarmistukseen perustuva vaatimustenmukaisuus
Valmistaja soveltaa suunnittelussa, valmistuksessa, testauksessa ja loppuarvioinnissa laatujärjestelmää, jonka hyväksyy ja jonka noudattamista valvoo ilmoitettu laitos
H1 Täydelliseen laadunvarmistukseen ja suunnittelun tarkastukseen perustuva vaatimustenmukaisuus
Valmistaja soveltaa suunnittelussa, valmistuksessa, testauksessa ja loppuarvioinnissa laatujärjestelmää, jonka hyväksyy ja jonka noudattamista valvoo ilmoitettu laitos. Lisäksi ilmoitettu tekee suunnitelmatarkastuksen ja valvoo loppuarviointia
Liite 3 Painelaitesäädösten mukainen sisältöjen ryhmittely ryhmiin 1 ja 2
Ryhmään 1 kuuluvat putkiston sisällöt, jotka koostuvat asetuksen (EY) N:o 1272/2008 2 artiklan 7 ja 8 kohdassa määritellyistä aineista ja seoksista, jotka on luokiteltu vaarallisiksi seuraavien, mainitun asetuksen liitteessä I olevassa 2 ja 3 osassa vahvistettujen fysikaalisten tai terveydelle aiheutuvien vaarojen luokkien mukaisesti.
Ryhmään 1 kuuluvat myös putkiston sisältämät aineet ja seokset, joiden korkein sallittu lämpötila (TS) on korkeampi kuin niiden leimahduspiste.
Ryhmä 2 koostuu muista aineista ja seoksista, jotka eivät sisälly ryhmään 1.
Ryhmän 1 kemikaalit
CLP-vaaraluokat ja kategoriat (PED, artikla 13)
CLP-asetuksen vaaralausekkeet (H-lausekkeet)
1) Epästabiilit räjähteet tai vaarallisuusluokkiin 1.1, 1.2, 1.3, 1.4 ja 1.5 kuuluvat räjähteet
H200, H201, H202, H203, H204, H205
2) Syttyvät kaasut, kategoria 1 ja 2
H220, H221 , H230, H231
3) Hapettavat kaasut, kategoria 1
H270
4) Syttyvät nesteet, kategoria 1 ja 2
H224, H225
5) Syttyvät nesteet, kategoria 3, jos suurin sallittu lämpötila on korkeampi kuin leimahduspiste
H226
6) Syttyvät kiinteät aineet, kategoria 1 ja 2
H228
7) Itsereaktiivinen aine tai seos, tyypit A–F
H240, H241, H242
8) Pyroforiset nesteet, kategoria 1
H250
9) Pyroforiset kiinteät aineet, kategoria 1
H250
10) Aineet ja seokset, jotka veden kanssa kosketuksiin joutuessaan kehittävät syttyviä kaasuja, kategoria 1, 2 ja 3
H260, H261
11) Hapettavat nesteet, kategoria 1, 2 ja 3
H271, H272
12) Hapettavat kiinteät aineet, kategoria 1, 2 ja 3
H271, H272
13) Orgaaniset peroksidit, tyypit A–F
H240, H241, H242
14) Välitön myrkyllisyys suun kautta: kategoria 1 ja 2
H300
15) Välitön myrkyllisyys ihon kautta: kategoria 1 ja 2
H310
16) Välitön myrkyllisyys hengitysteiden kautta: kategoria 1, 2 ja 3
Putkiston huolto- sekä sisä- ja ulkopuolinen tarkastussuunnitelma sekä pöytäkirjat tehdyistä tarkastuksista havaintoineen
Varusteiden korjaukset, muutokset ja lisäykset yms.
Putkistoon tehdyt korjaustoimet ja mahdolliset rakenteen muutokset (tarvittaessa niistä tehdään erillinen lisäasiakirjat sisältävä kansio)
Muutostilanteiden jälkeen tulee muistaa päivittää kansioon kaikki piirustukset ja muut selvitykset siten, että putkistokansio vastaa kaikilta osin nykyistä putkistoa hävittämättä kuitenkaan historiatietoa.
Luokan I putkiston tarkastusvaatimukset, kun putkistolle tehdään nestepainekoe:
Materiaaliryhmä
Kaikki hitsit
Kehähitsit
Visuaalinen (silmämääräinen)
RT tai UT
1.1, 1.2 ja 8.1
100 %
5 %
Taulukko 2
Luokan I putkiston tarkastusvaatimukset, kun putkistolle tehdään vain kaasupainekoe (1.1 kertaa suurin sallittu käyttöpaine):
Materiaaliryhmä
Kaikki hitsit
Kehähitsit
Yhdehitsit
Visuaalinen (silmämääräinen)
RT tai UT
Pintatarkastus MT tai PT
1.1, 1.2 ja 8.1
100 %
10 %, jos halkaisija yli 5 mm
5 %
Huom 1: Kaasunpainekokeella tarkastettavan putkiston pituus- ja kierresaumahitseille tehdään 100 % RT tai UT, jos hitseille ei ole tehty ainettarikkomatonta testausta tai painekoetta jo putken valmistajan toimesta.
Jos putkisto toimii alle 0,5 bar paineessa, riittää 2 % RT tai UT kehähitseille riippumatta koeväliaineesta.
Taulukkojen merkinnät:
Materiaaliryhmä on tarkemmin esitetty standardissa CEN ISO/TR 15608.
Materiaaliryhmällä 1.1 tarkoitetaan teräksiä, joiden ylempi myötöraja on alle 275 N/mm2. Yleisesti tähän ryhmään kuuluvat normaalit seostamattomat teräkset (kuten P235).
Materiaaliryhmällä 1.2 tarkoitetaan teräksiä, joiden ylempi myötöraja on välillä 275 N/mm2 - 360 N/mm2. Yleisesti tähän ryhmään kuuluvat normaalit seostamattomat teräkset, joilla on melko suuri myötöraja (kuten P355N).
Materiaaliryhmällä 8.1 tarkoitetaan austeniittista ruostumatonta terästä, jossa kromipitoisuus (Cr) on enintään 19 %. Yleisesti tähän ryhmään kuuluvat normaalit austeniittiset teräkset (kuten SS304, SS304L, SS306, SS306L, SS316, SS316L).
Kehähitsillä tarkoitetaan putkien päittäishitsejä, joilla putket liitetään toisiinsa.
Yhdehitseillä tarkoitetaan yhteiden liitoshitsejä putkiin.
Taulukko on täydellisemmin ja tarkemmin esitetty standardissa SFS-EN 13480-5, taulukko 8.2.1.